
Centrum Pluris jest warte zastosowania przez producentów mebli tapicerowanych, w których nie jest wymagana duża precyzja obróbek, natomiast przy produkcji elementów występują zróżnicowane i skomplikowane kształty oraz oczekiwana jest duża wydajność produkcyjna.
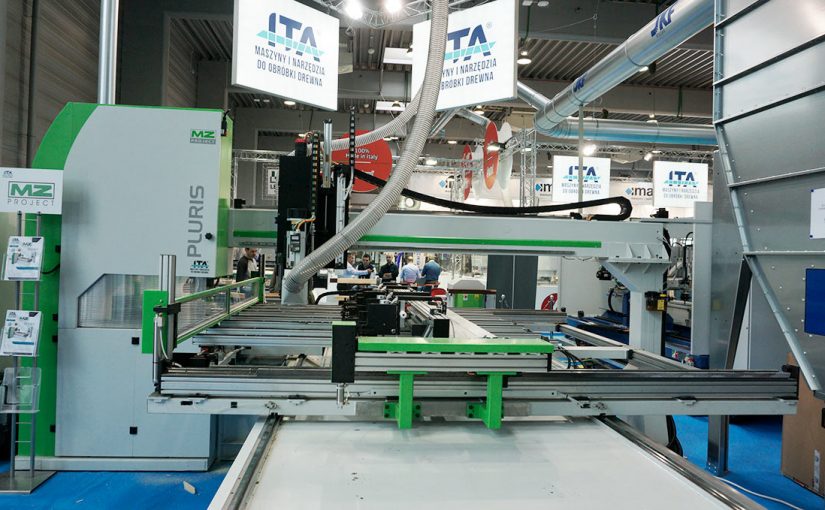
PLURIS to wyróżniające się centrum włoskiej firmy MZ PROJECT dla producentów mebli tapicerowanych. Jest już sprzedawane w Polsce od paru lat, ale firma ITA, która jest polskim przedstawicielem tego producenta, pokazała na targach Drema w Poznaniu nowy model tej maszyny przeznaczonej dla producentów mebli tapicerowanych. Centrum Pluris jest warte zastosowania przez producentów mebli tapicerowanych, w których nie jest wymagana duża precyzja obróbek, natomiast przy produkcji elementów występują zróżnicowane i skomplikowane kształty oraz oczekiwana jest duża wydajność produkcyjna. Potwierdza się to podczas pracy maszyny, która nie szokuje wymiarami, natomiast obsługujący ją ledwo może nadążyć z odbiorem elementów gotowych do montażu, gdyż centrum za jednym mocowaniem dotnie element, ponawierca otwory technologiczne i wykona zaprojektowane frezowania.

– Prezentowany model to wszechstronne, szybkie i precyzyjne centrum obróbcze opatentowane przez MZ Project – mówi Karol Świątkowski, przedstawiciel handlowy Ita. – Składa się z jednostki tnącej w postaci sterowanej numerycznie pilarki taśmowej o bardzo solidnej konstrukcji oraz z trzyosiowego zespołu elektrowrzeciona, umieszczonego na suwnicy, umocowanej na kolumnach
do głównego korpusu maszyny. Pluris ma możliwość wykonywania obróbki typowej dla tradycyjnych pilarek CNC, na przykład wycinania elementów krzeseł, mebli, łóżek itp. Ma również możliwość działania w trybie „nestingu” przy produkcji elementów mebli tapicerowanych, gdzie często występują zróżnicowane i skomplikowane kształty.
– Tego typu maszyny wykorzystuje się do nestingu przy produkcji elementów mebli tapicerowanych, który stwarza wiele problemów przy wycinaniu ich jednocześnie z kilku warstw płyt czy sklejki – tłumaczy Karol Świątkowski. – Bo wówczas małe elementy nie są trzymane, mimo że stosuje się urządzenia dociskowe, które się nie sprawdzają. Dlatego w tej maszynie zastosowano dociski pozwalające na położenie na stole obróbczym nawet do 150 mm sklejki, czyli kilku płyt w formacie 1500 x 2100 lub 2100 x 2800 mm. Prezentowany model to połączenie trzyosiowego centrum z wiertarką i piłą taśmową. Dzięki temu zyskuje się bardzodużą wydajność produkcyjną. To, czego nie dotnie piła obracająca się podczas cięcia pod kątem, w zakresie ±0- 90º, można wykończyć frezem. Narzędzia precyzyjnie wycinają kształty, cofają się po swoim szlaku. Może pracować tylko elektrowrzeciono, dla wykonywania nestingu z płytą podkładową, może pracować tylko piła albo wiertarka, plus frezarka i piła. Prześwit między piłą taśmową a kolumną może wynosić do 1050 mm. Nie można na tym centrum obrabiać wielkogabarytowych elementów, bo rozmiar płyty ogranicza korpus maszyny. Ale można rozłożyć wzory na płytach i wykonywać operacje, zgodnie z programem pracy. Nieskomplikowane i szybkie programowanie maszyny jest wykonywane przy użyciu standardowego pakietu AlphaCAM. W przypadku posiadania przez użytkownika stanowiska do programowania w CAD/CAM, producent dostarcza wraz z maszyną
postprocesor. Niewątpliwą zaletą jest cienki rzaz, bardzo dokładny, więc po prawidłowym zaprogramowaniu ułożenia elementów na stole, można jednym cięciem piły taśmowej uzyskać od razu idealnie obrobione dwie strony elementu. Przy cięciu piłą rzaz jest gruby na 1,6 lub 1,3 mm, a przy nestingu uzyskuje się rzaz o grubości 12-16 mm. Nie jest to maszyna do jednej operacji czy
do pracy na jednym elemencie. Choć zmiana programu realizowana jest automatycznie i stół jest ustawiany automatycznie, to jednak parę chwil potrzeba, żeby w centrum odpowiednio ustawiło się narzędzie obróbcze i żeby został skonfigurowany stół. A i tak nie trwa to długo, albowiem centrum jest wyposażone w urządzenie do automatycznej regulacji chwytaków i stolików, przyspieszające ustawienie maszyny do pracy i zapobiegające kolizji podczas pracy narzędzi.
– Precyzja obróbki powoduje, że dosyć wąski jest zakres realizowanych obróbek, więc maszyna musi być intensywnie eksploatowana do realizacji dużych zadań produkcyjnych w wąskim zakresie – mówi Karol Świątkowski. – Możliwa jest jej konfiguracja, uwzględniająca preferencję dla jakiegoś jednego czy dwóch typów obróbek. Zamiast piły taśmowej może być zainstalowana piła tarczowa, może nie być wiertarki, a bardziej rozbudowany moduł frezarski. W opcji jest magazynek na pięć narzędzi, które maszyna pobiera automatycznie, stosownie do realizowanego programu.
Taśma transportowa odbieranych elementów znajduje się za piłą, natomiast taśma transportowa, odprowadzająca pył i poprodukcyjne odpady, umieszczona jest wewnątrz korpusu maszyny.
opracowanie: Janusz Bekas
Meblarstwo