
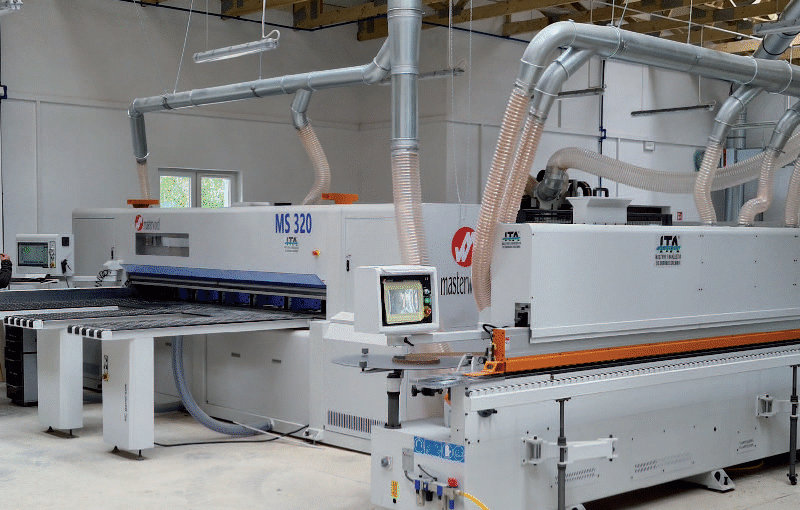
Centrum Winner 250, okleiniarka prostoliniowa ME 409 i pilarka panelowa MS 320 – wszystkie firmy Masterwood – zainstalowane zostały w suwalskiej firmie E.M. – MEBLE w pierwszej połowie 2021 r., gdzie z powodzeniem realizują nawet najbardziej wymagające zadania produkcyjne.
Rodzinna firma E.M. – MEBLE z Suwałk została założona w 1984 r. przez Stanisława Ejsmonta, ojca obecnego właściciela Marcina Ejsmonta. W początkowym okresie funkcjonowała ona w wynajętych pomieszczeniach, gdzie powstawały meble drewniane, nietypowe wyposażenie wnętrz czy boazerie. Do 1989 r. firma rozwinęła się na tyle, że zapadła decyzja o wybudowaniu własnego budynku. Przechodziła ona także zmiany własnościowe, stając się spółką. Jednak od 2018 r. właścicielem jest wspomniany wyżej Marcin Ejsmont, który prowadzi firmę wraz z żoną Joanną.
Wybrałem opcję rozwoju
– Do firmy dołączyłem w 2008 roku – wspomina Marcin Ejsmont, właściciel. – Wówczas nasza produkcja oparta była już nie na drewnie, a na płycie laminowanej i MDF. Zmiana materiałowa dokonała się na początku lat dziewięćdziesiątych, a zadecydowały o tym czynniki cenowe i preferencje rynkowe. Na początku laminowaliśmy płytę we własnym zakresie, ponieważ w gotowej formie nie była ona tak dostępna jak dziś. Mieliśmy własną prasę i nakładarkę kleju. Sytuacja cały czas się zmieniała i płyty laminowane stały się ogólnie dostępne, w związku z tym firma E.M. – MEBLE odeszła od ich wytwarzania. Zainteresowała się także wchodzącą na rynek płytą MDF. – Byliśmy jednym z pierwszych klientów firmy DRE – powiedział Marcin Ejsmont. – Nawiązaliśmy współpracę i zaczęliśmy zamawiać gotowe fronty meblowe. Produkowaliśmy wówczas meble kuchenne, ale też wyposażaliśmy różnego rodzaju budynki użyteczności publicznej. Meble nietypowe są w naszej ofercie do dziś. Wcześniej o kierunku rozwoju firmy i związanych z tym inwestycjach decydowali poprzedni właściciele.  Mieli oni swoje wizje, a także opory i ograniczenia, których przyczyną były głównie czynniki finansowe, skłaniające do utrzymania status quo. Radykalna zmiana dokonała się dopiero wtedy, gdy zakład przejął Marcin Ejsmont. – Od 2018 roku mogłem już sam podejmować decyzje dotyczące firmy – powiedział Marcin Ejsmont. – Już na samym początku stanąłem przed alternatywą: albo „odpuścić” temat i zająć się czymś innym, albo utrzymać działalność i rozwijać firmę. Wybrałem opcję rozwoju. Należy jednak zaznaczyć, że firma E.M. – MEBLE zawsze była większym zakładem na tle firm innych rzemieślnik.w. Jej park maszynowy był bardzo rozbudowany, jednak bazował głównie na tradycyjnych maszynach stolarskich. Posiadała ona między innymi: dwie pilarki formatowe, okleiniarkę krzywoliniową, cztery wiertarki wielowrzecionowe i frezarkę dolnowrzecionową. W nowych realiach, chcąc utrzymać się na rynku, trzeba być konkurencyjnym wydajnościowo, jakościowo i cenowo, a to wiąże się z koniecznością zastosowania technologii CNC i maszyn wykorzystujących innowacyjne rozwiązania techniczne.
Mieli oni swoje wizje, a także opory i ograniczenia, których przyczyną były głównie czynniki finansowe, skłaniające do utrzymania status quo. Radykalna zmiana dokonała się dopiero wtedy, gdy zakład przejął Marcin Ejsmont. – Od 2018 roku mogłem już sam podejmować decyzje dotyczące firmy – powiedział Marcin Ejsmont. – Już na samym początku stanąłem przed alternatywą: albo „odpuścić” temat i zająć się czymś innym, albo utrzymać działalność i rozwijać firmę. Wybrałem opcję rozwoju. Należy jednak zaznaczyć, że firma E.M. – MEBLE zawsze była większym zakładem na tle firm innych rzemieślnik.w. Jej park maszynowy był bardzo rozbudowany, jednak bazował głównie na tradycyjnych maszynach stolarskich. Posiadała ona między innymi: dwie pilarki formatowe, okleiniarkę krzywoliniową, cztery wiertarki wielowrzecionowe i frezarkę dolnowrzecionową. W nowych realiach, chcąc utrzymać się na rynku, trzeba być konkurencyjnym wydajnościowo, jakościowo i cenowo, a to wiąże się z koniecznością zastosowania technologii CNC i maszyn wykorzystujących innowacyjne rozwiązania techniczne.
Zestaw maszyn gwarantujący ciągłość pracy
Nowy właściciel rozpoczął od wybudowania hali o powierzchni 600 m2. Hala to jednak nie wszystko, trzeba było zastanowić się, jak ją wyposażyć. W grę wchodzą nie tylko maszyny, ale również pozostałe, lecz niezbędne urządzenia. – Nie sztuka wydać milion złotych na jedną maszynę, która będzie stała i nie będzie pracowała – zauważył Marcin Ejsmont. – Tu trzeba było dopasować maszyny do produkcji w taki sposób, aby zagwarantowały one ciągłość pracy i realizację określonego procesu produkcyjnego. Czynnikiem decydującym jest w takim przypadku koszt inwestycji. Kupiłem więc trzy maszyny Masterwood: centrum Winner 250, okleiniarkę prostoliniową ME 409 i pilarkę panelową MS 320. Dostarczył je wyłączny przedstawiciel tego producenta w Polsce – firma ITA z miejscowości Krze Duże. Przekonał mnie do nich profesjonalizm doradcy technicznego i konkurencyjna cena. Czteroosiowe centrum obróbcze Winner 250 przeznaczone jest dla tych, którzy chcą uzyskać maksymalną wydajność i elastyczność na bardzo małych przestrzeniach. Zostało ono zaprojektowane, aby spełnić wszystkie potrzeby małych, średnich i dużych firm w zakresie elastyczności użytkowania, niezawodności i wysokiej wydajności produkcji. Oferuje także najlepsze rozwiązania techniczne dostępne na rynku. Nowa, monolityczna konstrukcja zapewnia maksymalną stabilność i najwyższą jakość obróbki wszystkich zespołów roboczych. System automatycznego smarowania, które zarządzane jest przez CN, eliminuje całkowicie ręczne czynności związane z konserwacją maszyny. Natomiast nowa podstawa z możliwością obróbki bardzo długich elementów w jednym zamocowaniu, gwarantuje maksymalną precyzję. Winner 250 należy do grupy centrów uniwersalnych o konstrukcji bramowej. Brama przemieszcza się nad belkowym stołem roboczym po precyzyjnych prowadnicach liniowych. Za napęd odpowiadają silniki bezszczotkowe, a maksymalna prędkość przesuwu (oś X) wynosi 65 m/min. Centrum wyposażone jest w chłodzone cieczą elektrowrzeciono o mocy wynoszącej 13,2 kW z uchwytem HSK 63F. Pracuje ono z płynnie regulowaną prędkością obrotową wynoszącą maksymalnie 24 000 obr./min. Oprócz tego na drugiej, niezależnej osi Z pracuje agregat wiertarski z piłką do nacinania wręgów. W sumie posiada on 19 wrzecion, z czego 13 to wrzeciona pionowe, natomiast 6 to poziome. Te ostatnie to trzy dwuwyjściowe głowice, pozwalające na wykonanie wierceń we wszystkich bocznych płaszczyznach elementu. Zakres obróbki wzdłuż osi X, Y i Z wynosi odpowiednio 3000, 1165 i 200 mm. Maksymalna prędkość pracy wzdłuż osi Y wynosi również 65, natomiast wzdłuż osi Z 25 m/min. ITA pomogła stworzyć INWESTYCJE | Maszyny dopasowane do typu produkcji Centrum Winner 250, okleiniarka prostoliniowa ME 409 i pilarka panelowa MS 320 – wszystkie firmy Masterwood – zainstalowane zostały w suwalskiej firmie E.M. – MEBLE w pierwszej połowie 2021 r., gdzie z powodzeniem realizują nawet najbardziej wymagające zadania produkcyjne. Tomasz Bogacki Standardowo centrum posiada szesnastomiejscowy magazynek talerzowy przemieszczający się wzdłuż osi X.
Komfort i ergonomia pracy
– Jestem zadowolony z maszyn i podejścia do mnie jako klienta – powiedział Marcin Ejsmont. – Udało mi się stworzyć zakład, o jakim marzyłem. To, czego nie lubię w małych firmach, to bałagan. Ja mam wyznaczone ciągi komunikacyjne, poopisywane stanowiska, przy każdym z nich jest odkurzacz i pracownik po skończonej pracy sprząta. Oprócz tego materiał do obróbki i gotowe elementy układane są na unoszonych wózkach transportowych, dzięki czemu pracownicy nie muszą się schylać i wykonywać niepotrzebnych, męczących ruchów. Wszystko jest dopieszczone i spełnia wszelkie normy. Dbałość o komfort i ergonomię pracy to bardzo istotne czynniki, które szczególnie widoczne są w przypadku pilarki panelowej.  To właśnie przy tej maszynie operować trzeba dużymi i ciężkimi formatami płyt. Pilarka panelowa MS 320 jest idealnym rozwiązaniem dla firm, które chcą zwiększyć wydajność na ograniczonej powierzchni produkcyjnej, ponieważ jej pole cięcia ma wymiary 3100 x 3200 mm. Standardowa, maksymalna wysokość cięcia wynosi 90, a w opcji możliwe jest zwiększenie tego parametru do 120 mm. Żeby wykonać cięcia takich pakietów płyt i uzyskać odpowiednią jakość, piła powinna wystawać około 15 mm ponad materiał. Jeżeli zęby piły są na wysokości krawędzi materiału, to powodują one wyszczerbienia górnej płyty. Maszyna posiada więc zainstalowany na belce dociskowej czujnik mierzący wysokość układanego na stole pakietu i automatycznie wysuwa piłę na odpowiednią wysokość. Wózek piły napędzany jest silnikiem bezszczotkowym. Do przeniesienia napędu zastosowano listwę zębatą, dzięki czemu maksymalna prędkość cięcia może wynosić nawet 95 m/min. Pozycjonowanie wózka odbywa się automatycznie, na podstawie kolejnych długości cięcia, co eliminuje straty czasu na niepotrzebne przejazdy i zwiększa wydajność, jak również pozwala uniknąć potencjalnego błędu czujnika mierzącego szerokość. Standardowo pilarka wyposażona jest w piłę główną o średnicy 400 mm, napędzaną silnikiem o mocy 15 kW. Z kolei podcinacz o średnicy 200 mm napędzany jest silnikiem o mocy 1,5 kW. Podcinacz jest sterowany elektronicznie w dwóch osiach, co pozwala na całkowite wyeliminowanie jakichkolwiek ręcznych regulacji w celu ustawienia go w linii z piłą. Pilarka posiada cechy wyróżniające ją spośród innych maszyn dostępnych na rynku. Po pierwsze, jest to stół z poduszką powietrzną w linii cięcia. Dzięki temu płyty o delikatnych powierzchniach są mniej narażone na zarysowania, a sama powierzchnia stołu posiada przedłużoną żywotność. Po drugie piły mają podwójny przedni i tylny dopychacz boczny. Różnicę w jakości cięcia widać szczególnie w końcowym cięciu, gdy maszyny z jednym dopychaczem przestają go używać, ze względu na możliwość kolizji z zabierakami. Dodatkowo dopychacz jest pozycjonowany jako oś robocza i bez zwłoki dociska element, również w czasie jego pozycjonowania. Po trzecie, zarówno podnoszenie się górnej belki dociskowej, jak i wysuw piły są automatycznie kontrolowane przez maszynę. Pozwala to na maksymalne przyspieszenie pracy. Panelówki posiadają także długie stoły przednie z poduszką powietrzną i rolkami zamontowanymi na ich końcach. Zarówno poduszki, jak i rolki ułatwiają załadunek płyt. Mniejszy model posiada trzy, natomiast większy cztery stoły. Oprócz pierwszego, lewego stołu z przykładnicą, pozostałe są przesuwne. Pozycjonowanie materiału względem linii cięcia realizowane jest za pomocą, zamontowanych na poprzecznej belce, zabieraków z podwójnymi paluchami gwarantującymi pewne trzymanie płyt. Siła zacisku zabieraków jest regulowana w zależności od rodzaju ciętego materiału. Belka, podobnie jak wózek piły, napędzana jest za pomocą silnika bezszczotkowego. Maksymalna prędkość przesuwu belki do przodu, zgodnie z przepisami CE, wynosi 25 m/min. Z kolei ruch powrotny odbywa się z prędkością 105 m/min. Bezpośrednio nad strefą cięcia umieszczona jest belka dociskowa. Duża powierzchnia docisku skutecznie eliminuje do minimum wibracje ciętego materiału. Podwójny pneumatyczny system docisku belki, z funkcją zatrzymywania, przeciwdziała zjawisku gwałtownego jej opadania. Siła docisku jest również regulowana. Belka posiada także system automatycznego pozycjonowania w zależności od wysokości ciętego pakietu płyt. Oznacza to, że belka nie podnosi się na maksymalną wysokość, co skutecznie skraca czas zacisku i pozwala zwiększyć wydajność cięcia do 25 proc. Uwagę zwraca również masywność maszyny, duża liczba tylnych chwytaków płyty, wiele torów rolkowych do wspierania płyt. Oprogramowanie maszyny w czasie pracy na bieżąco pokazuje, jaki element jest aktualnie cięty, prowadzi symulację oraz informuje, które elementy są do dalszego rozkroju, a które należy odłożyć.
To właśnie przy tej maszynie operować trzeba dużymi i ciężkimi formatami płyt. Pilarka panelowa MS 320 jest idealnym rozwiązaniem dla firm, które chcą zwiększyć wydajność na ograniczonej powierzchni produkcyjnej, ponieważ jej pole cięcia ma wymiary 3100 x 3200 mm. Standardowa, maksymalna wysokość cięcia wynosi 90, a w opcji możliwe jest zwiększenie tego parametru do 120 mm. Żeby wykonać cięcia takich pakietów płyt i uzyskać odpowiednią jakość, piła powinna wystawać około 15 mm ponad materiał. Jeżeli zęby piły są na wysokości krawędzi materiału, to powodują one wyszczerbienia górnej płyty. Maszyna posiada więc zainstalowany na belce dociskowej czujnik mierzący wysokość układanego na stole pakietu i automatycznie wysuwa piłę na odpowiednią wysokość. Wózek piły napędzany jest silnikiem bezszczotkowym. Do przeniesienia napędu zastosowano listwę zębatą, dzięki czemu maksymalna prędkość cięcia może wynosić nawet 95 m/min. Pozycjonowanie wózka odbywa się automatycznie, na podstawie kolejnych długości cięcia, co eliminuje straty czasu na niepotrzebne przejazdy i zwiększa wydajność, jak również pozwala uniknąć potencjalnego błędu czujnika mierzącego szerokość. Standardowo pilarka wyposażona jest w piłę główną o średnicy 400 mm, napędzaną silnikiem o mocy 15 kW. Z kolei podcinacz o średnicy 200 mm napędzany jest silnikiem o mocy 1,5 kW. Podcinacz jest sterowany elektronicznie w dwóch osiach, co pozwala na całkowite wyeliminowanie jakichkolwiek ręcznych regulacji w celu ustawienia go w linii z piłą. Pilarka posiada cechy wyróżniające ją spośród innych maszyn dostępnych na rynku. Po pierwsze, jest to stół z poduszką powietrzną w linii cięcia. Dzięki temu płyty o delikatnych powierzchniach są mniej narażone na zarysowania, a sama powierzchnia stołu posiada przedłużoną żywotność. Po drugie piły mają podwójny przedni i tylny dopychacz boczny. Różnicę w jakości cięcia widać szczególnie w końcowym cięciu, gdy maszyny z jednym dopychaczem przestają go używać, ze względu na możliwość kolizji z zabierakami. Dodatkowo dopychacz jest pozycjonowany jako oś robocza i bez zwłoki dociska element, również w czasie jego pozycjonowania. Po trzecie, zarówno podnoszenie się górnej belki dociskowej, jak i wysuw piły są automatycznie kontrolowane przez maszynę. Pozwala to na maksymalne przyspieszenie pracy. Panelówki posiadają także długie stoły przednie z poduszką powietrzną i rolkami zamontowanymi na ich końcach. Zarówno poduszki, jak i rolki ułatwiają załadunek płyt. Mniejszy model posiada trzy, natomiast większy cztery stoły. Oprócz pierwszego, lewego stołu z przykładnicą, pozostałe są przesuwne. Pozycjonowanie materiału względem linii cięcia realizowane jest za pomocą, zamontowanych na poprzecznej belce, zabieraków z podwójnymi paluchami gwarantującymi pewne trzymanie płyt. Siła zacisku zabieraków jest regulowana w zależności od rodzaju ciętego materiału. Belka, podobnie jak wózek piły, napędzana jest za pomocą silnika bezszczotkowego. Maksymalna prędkość przesuwu belki do przodu, zgodnie z przepisami CE, wynosi 25 m/min. Z kolei ruch powrotny odbywa się z prędkością 105 m/min. Bezpośrednio nad strefą cięcia umieszczona jest belka dociskowa. Duża powierzchnia docisku skutecznie eliminuje do minimum wibracje ciętego materiału. Podwójny pneumatyczny system docisku belki, z funkcją zatrzymywania, przeciwdziała zjawisku gwałtownego jej opadania. Siła docisku jest również regulowana. Belka posiada także system automatycznego pozycjonowania w zależności od wysokości ciętego pakietu płyt. Oznacza to, że belka nie podnosi się na maksymalną wysokość, co skutecznie skraca czas zacisku i pozwala zwiększyć wydajność cięcia do 25 proc. Uwagę zwraca również masywność maszyny, duża liczba tylnych chwytaków płyty, wiele torów rolkowych do wspierania płyt. Oprogramowanie maszyny w czasie pracy na bieżąco pokazuje, jaki element jest aktualnie cięty, prowadzi symulację oraz informuje, które elementy są do dalszego rozkroju, a które należy odłożyć.
Niezbędne wyposażenie dodatkowe
– Nowe maszyny zainstalowane zostały w pierwszej połowie 2021 roku – powiedział Marcin Ejsmont. – Jako ostatnia dotarła okleiniarka prostoliniowa.  Od czerwca ruszyłem z produkcją, praktycznie bez przeszkód. Okleiniarkę ME 409 standardowo wyposażono we wszystkie rozwiązania typowe dla maszyn z wyższej półki. Dzięki temu charakteryzuje się ona jednym z najlepszych na rynku stosunkiem ceny do wydajności. Standardowo jest więc wyposażona w: zespół frezów wstępnych, zespół dw.ch niezależnych kapówek, zespół trymujący góra-dół, cyklinę obrzeża oraz cyklinę klejową. W standardowej konfiguracji znajdują się również: zespół wstępnego topienia kleju, zbiornik z systemem szybkiej wymiany oraz lampa IR w celu nagrzania krawędzi płyty przed aplikacją kleju. Całość pozwala na utrzymanie optymalnej temperatury kleju. Opr.cz tego okleiniarka posiada jeszcze zespół zaokrąglający naroża. Jest to wszechstronna jednostka, dająca możliwość wyboru różnych profili zaokrąglania bezpośrednio na ekranie dotykowym. Maszynę można także dozbroić w system natrysku płynu adhezyjnego przed wstępnym frezowaniem oraz natrysk tego samego środka i polerkę za cykliną klejową. W opcji dostępne są także kopiały „nesting”, umożliwiające przyklejanie obrzeża do element.w z powierconymi wcześniej otworami na zawiasy. Dla zapewnienia doskonałej jakości wykończenia konstrukcja nośna wszystkich jednostek zamocowana jest bezpośrednio na podstawie maszyny. Oprócz tego wyposażono je w pneumatyczny system wykluczenia w przypadku ich nieużywania. Dodatkowo ME 409 ma możliwość wyboru dwóch pozycji na trymerach i cyklinach obrzeża. Zmiana odbywa się za pomocą systemu pneumatycznego. Maszyna wyposażona jest także w odciąg pozostałości powstających podczas obróbki oraz w automatyczny chwytak do oddzielania nici po cyklinowaniu obrzeża. Zespoły te są bardzo łatwo dostępne, dzięki czemu ich regulacja i konserwacja nie przysparza żadnych problemów. System transportu okleinowanych wymarzony zakład elementów bazuje na przenośniku płytkowym i górnym docisku w formie pasa trapezowego. Prędkość posuwu jest płynnie regulowana w zakresie od 13 do 18 m/min. Maszyna przystosowana jest do okleinowania płyt o grubości od 10 do 60 mm. Całość gwarantuje maksymalną stabilność i zdolność do przesuwania nawet najmniejszych, jak również delikatnych płyt, które w porównaniu do klasycznych rolek są w mniejszym stopniu narażone na uszkodzenie i zabrudzenie. – Budując nową halę, musiałem pomyśleć o dodatkowym wyposażeniu, jak sprężarka śrubowa i centralna instalacja odpylająca – podsumował Marcin Ejsmont. – Podłączyłem do niej kilka innych maszyn, które pozostawiłem, jak pilarka formatowa, okleiniarka krzywoliniowa i frezarka. Przyznam się, że pomimo korzystnych cen, koszty maszyn i wyposażenia hali były dla mnie i tak ogromne i gdyby nie środki unijne, nigdy nie byłoby mnie na to stać.
Od czerwca ruszyłem z produkcją, praktycznie bez przeszkód. Okleiniarkę ME 409 standardowo wyposażono we wszystkie rozwiązania typowe dla maszyn z wyższej półki. Dzięki temu charakteryzuje się ona jednym z najlepszych na rynku stosunkiem ceny do wydajności. Standardowo jest więc wyposażona w: zespół frezów wstępnych, zespół dw.ch niezależnych kapówek, zespół trymujący góra-dół, cyklinę obrzeża oraz cyklinę klejową. W standardowej konfiguracji znajdują się również: zespół wstępnego topienia kleju, zbiornik z systemem szybkiej wymiany oraz lampa IR w celu nagrzania krawędzi płyty przed aplikacją kleju. Całość pozwala na utrzymanie optymalnej temperatury kleju. Opr.cz tego okleiniarka posiada jeszcze zespół zaokrąglający naroża. Jest to wszechstronna jednostka, dająca możliwość wyboru różnych profili zaokrąglania bezpośrednio na ekranie dotykowym. Maszynę można także dozbroić w system natrysku płynu adhezyjnego przed wstępnym frezowaniem oraz natrysk tego samego środka i polerkę za cykliną klejową. W opcji dostępne są także kopiały „nesting”, umożliwiające przyklejanie obrzeża do element.w z powierconymi wcześniej otworami na zawiasy. Dla zapewnienia doskonałej jakości wykończenia konstrukcja nośna wszystkich jednostek zamocowana jest bezpośrednio na podstawie maszyny. Oprócz tego wyposażono je w pneumatyczny system wykluczenia w przypadku ich nieużywania. Dodatkowo ME 409 ma możliwość wyboru dwóch pozycji na trymerach i cyklinach obrzeża. Zmiana odbywa się za pomocą systemu pneumatycznego. Maszyna wyposażona jest także w odciąg pozostałości powstających podczas obróbki oraz w automatyczny chwytak do oddzielania nici po cyklinowaniu obrzeża. Zespoły te są bardzo łatwo dostępne, dzięki czemu ich regulacja i konserwacja nie przysparza żadnych problemów. System transportu okleinowanych wymarzony zakład elementów bazuje na przenośniku płytkowym i górnym docisku w formie pasa trapezowego. Prędkość posuwu jest płynnie regulowana w zakresie od 13 do 18 m/min. Maszyna przystosowana jest do okleinowania płyt o grubości od 10 do 60 mm. Całość gwarantuje maksymalną stabilność i zdolność do przesuwania nawet najmniejszych, jak również delikatnych płyt, które w porównaniu do klasycznych rolek są w mniejszym stopniu narażone na uszkodzenie i zabrudzenie. – Budując nową halę, musiałem pomyśleć o dodatkowym wyposażeniu, jak sprężarka śrubowa i centralna instalacja odpylająca – podsumował Marcin Ejsmont. – Podłączyłem do niej kilka innych maszyn, które pozostawiłem, jak pilarka formatowa, okleiniarka krzywoliniowa i frezarka. Przyznam się, że pomimo korzystnych cen, koszty maszyn i wyposażenia hali były dla mnie i tak ogromne i gdyby nie środki unijne, nigdy nie byłoby mnie na to stać.
Wydawnictwo: Gazeta Przemysłu Drzewnego
Autor: Tomasz Bogacki
Podobne artykuły

Dlaczego Ita Nie Bedzie Obecna Na Dremie
Czytaj artykuł →
Jubileusz 20 Leci Firmy Ita Wywiad
Czytaj artykuł →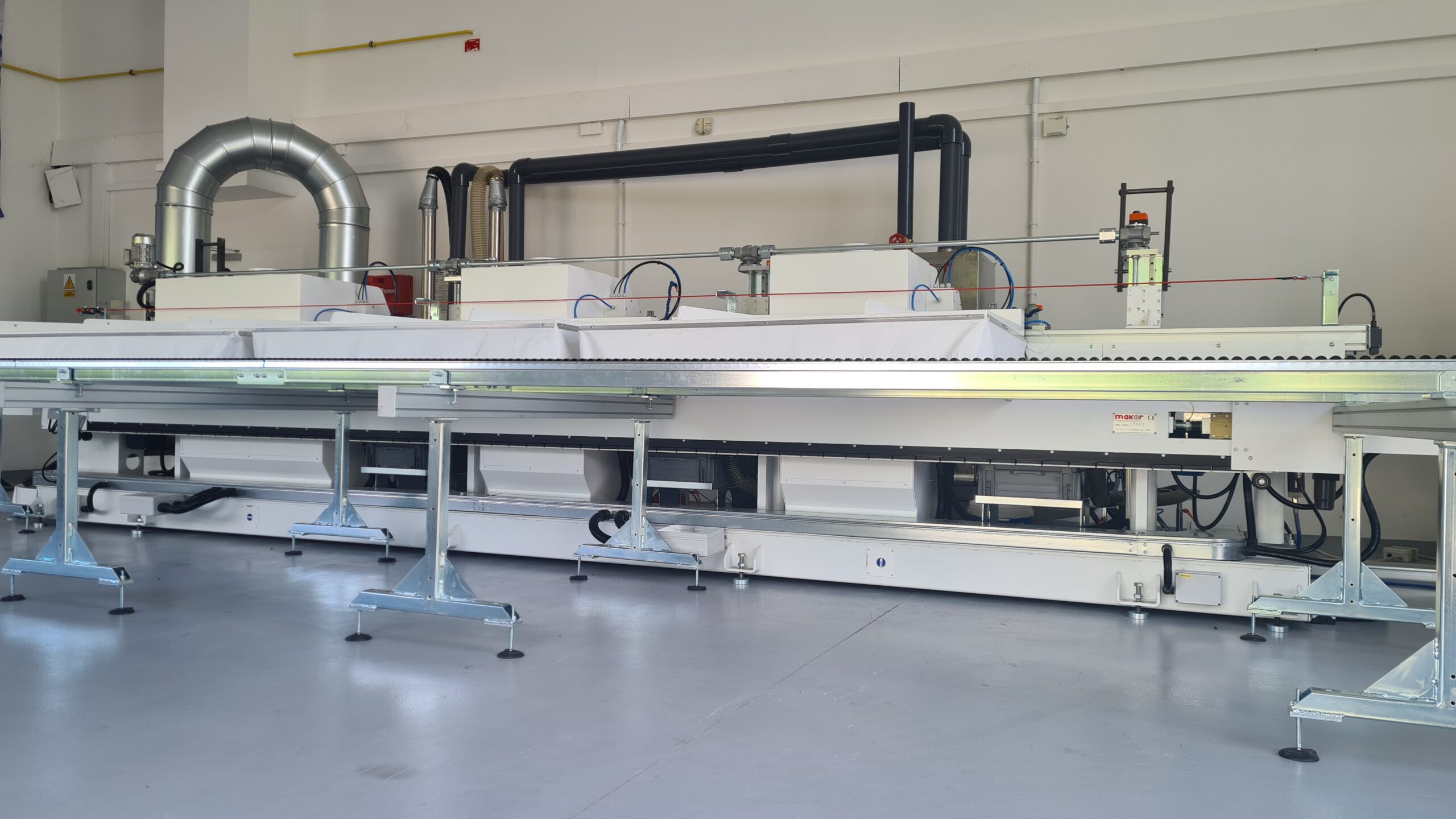
Dni Otwarte Ita Makor Gemini
Czytaj artykuł →
Male Targi Firmy Ita W Nowym Showroomie
Czytaj artykuł →
Fabryka Ls Tech Homes Wyposazona Ita
Czytaj artykuł →