
Realizacja zamówionego centrum trwała zaledwie trzy miesiące. Krótki termin to konsekwencja modułowej i zunifikowanej konstrukcji centrum.
Zlokalizowana w Brwinowie firma KORYNA świadczy usługi stolarskie w zakresie kompleksowego, nietypowego wyposażenia wnętrz. Produkuje meble pokojowe, kuchenne, szafy zabudowane, biblioteki, drzwi wewnętrzne, schody itp. Cały proces produkcyjny, począwszy od rozcinania materiału, poprzez przygotowanie okleiny, okleinowanie szerokich płaszczyzn, po obróbkę maszynową, lakierowanie i montaż odbywa się na miejscu. – Lubię ciągłe wyzwania i nie znoszę monotonii w pracy – powiedział Jerzy Iwanowicz, właściciel firmy Koryna. – Czasami trafi się zlecenie na serię mebli. Przykładowo jakiś czas temu robiliśmy 30 jednakowych meblościanek. Gdy je kończyliśmy, to już nie mogłem się doczekać, kiedy to wszystko wyjedzie. Najlepiej się czuję, gdy wykonuję ciągle coś nowego. Przystępujemy do działania, zamykamy temat, klient i my jesteśmy zadowoleni, i przechodzimy do następnego wyzwania. Firma, z krótką przerwą, działa od 1976 r. Chodząc po zakładzie, łatwo zauważyć, że jego właściciel jest pasjonatem maszyn i lubi mieć dobre obrabiarki i urządzenia. Najnowszym nabytkiem jest pięcioosiowe, numerycznie sterowane centrum Masterwood Project 485, które zastąpiło „starą”, czteroosiową maszynę innego producenta. Zostało ono zaprojektowane z myślą o kompleksowej obróbce, skomplikowanych pod względem kształtu, elementów meblowych, a także okien i drzwi. Jest to najnowsza konstrukcja Masterwooda, która swoją światową premierę miała na ubiegłorocznych targach Xylexpo w Mediolanie.
Wyłącznym przedstawicielem tej marki w Polsce jest firma ITA z miejscowości Krze Duże. Wszechstronny park maszynowy Nie jest to jedyna maszyna dostarczona przez firmę ITA. Wcześniej do zakładu w Brwinowie „przyjechała” wiertarka wielowrzecionowa i okleiniarza krzywoliniowa. Stała współpraca ma miejsce także w kwestii narzędzi. – Dobry, wszechstronny park maszynowy daje mi pewność siebie – stwierdził Jerzy Iwanowicz. – Pomimo fachowości, znajomości zagadnień związanych z obróbką drewna, wiem, że mam to na czym zrobić. Nie muszę się obawiać. Oczywiście czasami zdarza się, że trzeba wymyślać sposoby na obróbkę jakiegoś detalu, ponieważ kupno drogiej, specjalistycznej maszyny do jednego elementu mebla jest nieopłacalne.  Robimy to więc sposobami rzemieślniczymi. Do tego również muszą być dobre maszyny. Pomimo tego, że ma się pięcioosiowe centrum, nie można się pozbyć wyrówniarki, frezarki dolnowrzecionowej czy górnowrzecionowej. W szafie jest nawet „rabanek”, czyli długi strug. Realizacja zamówionego centrum trwała zaledwie trzy miesiące. Szybka dostawa to jedna z kart przetargowych Masterwooda. Krótki termin to konsekwencja modułowej i zunifikowanej konstrukcji centrum. Dzięki temu możliwe było również utrzymanie poziomu cen sprzed dwóch lat. – Wzajemne negocjacje dotyczące centrum trwały około roku – powiedział Wojciech Kulis, doradca techniczny z firmy ITA. – Przede wszystkim dotyczyły one kwestii związanych z możliwościami obróbczymi maszyny i jej konfiguracją. Dopiero na ostatnim spotkaniu, gdy decyzja była już praktycznie podjęta, rozmawialiśmy o cenie. To świadczy o zamiłowaniu właściciela do maszyn. Wiem, że potrafi on wydać ostatnie pieniądze, aby kupić obrabiarkę, która pomoże mu w pracy.
Robimy to więc sposobami rzemieślniczymi. Do tego również muszą być dobre maszyny. Pomimo tego, że ma się pięcioosiowe centrum, nie można się pozbyć wyrówniarki, frezarki dolnowrzecionowej czy górnowrzecionowej. W szafie jest nawet „rabanek”, czyli długi strug. Realizacja zamówionego centrum trwała zaledwie trzy miesiące. Szybka dostawa to jedna z kart przetargowych Masterwooda. Krótki termin to konsekwencja modułowej i zunifikowanej konstrukcji centrum. Dzięki temu możliwe było również utrzymanie poziomu cen sprzed dwóch lat. – Wzajemne negocjacje dotyczące centrum trwały około roku – powiedział Wojciech Kulis, doradca techniczny z firmy ITA. – Przede wszystkim dotyczyły one kwestii związanych z możliwościami obróbczymi maszyny i jej konfiguracją. Dopiero na ostatnim spotkaniu, gdy decyzja była już praktycznie podjęta, rozmawialiśmy o cenie. To świadczy o zamiłowaniu właściciela do maszyn. Wiem, że potrafi on wydać ostatnie pieniądze, aby kupić obrabiarkę, która pomoże mu w pracy.
Pięcioosiowe centrum ma o wiele większe możliwości obróbcze niż posiadana wcześniej czteroosiówka. Jednak maszyny to nie wszystko, ważni są także ludzie, fachowcy. – Mam oczywiście dobrych fachowców, którzy potrafią zrobić wszystko, ale bez centrum w dzisiejszych czasach już nie da się funkcjonować – zauważa Jerzy Iwanowicz. – Projektanci i klienci wymyślają takie wzory i kombinacje, że tylko centrum może temu sprostać. Dzięki tej maszynie zrobiliśmy już kilka ciekawych zleceń. Na przykład wykonaliśmy bardzo ciekawe drzwi żaluzjowe do sypialni. Klient szukał czegoś nietypowego pod względem dizajnu. Zmusił mnie niejako do myślenia i wspólnie opracowaliśmy bardzo ciekawy, niepowtarzalny wzór. Operator napisał program, a reszta to już rutyna. Ciągłe zmiany to dobry trening dla mózgu, trzeba pomyśleć, pokombinować, a później jest ogromna satysfakcja, a i pracownicy są zadowoleni. Przecież firma to ludzie.
Duża sztywność i stabilność
Pod względem konstrukcyjnym Project 485 należy do centrów portalowych, w których element ten podparty jest w dwóch punktach. Jest to gwarancją wysokiej precyzji obróbki oraz wieloletniej bezawaryjnej pracy maszyny. Portal zaprojektowany został w nowej technologii FEM (Finite Element Metod), która z wykorzystaniem mechaniki komputerowej bada wytrzymałość konstrukcji, a także symuluje jej odkształcenia, naprężenia i przemieszczenia. W efekcie jej zastosowania można zminimalizować wszystkie te szkodliwe zjawiska, co również ma bezpośredni wpływ na jakość pracy maszyny. Również łoże maszyny spełnia bardzo restrykcyjne warunki wytrzymałościowe. W tym konkretnym przypadku jest to monolityczna konstrukcja wykonana z grubościennych, spawanych elektrycznie kształtowników, odpowiednio wzmocnionych blachami. Charakteryzuje ją duża sztywność i stabilność przekładająca się z kolei na wyjątkową odporność na drgania powstające podczas pięcioosiowej obróbki. Portal przemieszcza się nad stołem belkowym po torach jezdnych, zbudowanych z prowadnic liniowych, zamontowanych na belce przedniej i tylnej łoża. Zastosowano liniowe, kulkowe układy jezdne, które zostały wstępnie obciążone. Zwiększa to sztywność całego układu oraz dokładność ruchu, a także równoważy obciążenie wszystkich elementów tocznych. Każda z podpór posiada swój niezależny serwonapęd przekazywany za pomocą zębatki i listwy zębatej. Parametry pracy obydwóch serwomotorów są zsynchronizowane i kontrolowane przez system sterujący maszyny, dzięki czemu portal porusza się płynnie nawet w przypadku stosowania maksymalnej prędkości przejazdu. Parametr ten wynosi 80 m/min dla osi X i Y oraz 25 m/min dla osi Z. Identycznie wygląda sytuacja w przypadku belek stołu, gdzie także zastosowano precyzyjne prowadnice liniowe i wstępnie obciążone łożyska. System podwójnych uszczelek, w który wyposażone są ślizgi, uniemożliwia przenikanie do ich wnętrza pyłu. Gwarantuje to bardzo wysoką trwałość układów transportowych, bez konieczności wykonywania czasochłonnych czynności serwisowych. Project 485 posiada także numerycznie kontrolowany centralny układ smarowania, regulowaną osłono-ssawę narzędzia oraz transporter taśmowy do odprowadzania wiórów.
Każda z podpór posiada swój niezależny serwonapęd przekazywany za pomocą zębatki i listwy zębatej. Parametry pracy obydwóch serwomotorów są zsynchronizowane i kontrolowane przez system sterujący maszyny, dzięki czemu portal porusza się płynnie nawet w przypadku stosowania maksymalnej prędkości przejazdu. Parametr ten wynosi 80 m/min dla osi X i Y oraz 25 m/min dla osi Z. Identycznie wygląda sytuacja w przypadku belek stołu, gdzie także zastosowano precyzyjne prowadnice liniowe i wstępnie obciążone łożyska. System podwójnych uszczelek, w który wyposażone są ślizgi, uniemożliwia przenikanie do ich wnętrza pyłu. Gwarantuje to bardzo wysoką trwałość układów transportowych, bez konieczności wykonywania czasochłonnych czynności serwisowych. Project 485 posiada także numerycznie kontrolowany centralny układ smarowania, regulowaną osłono-ssawę narzędzia oraz transporter taśmowy do odprowadzania wiórów.
Blokowanie stożka za pomocą sprężyn talerzowych
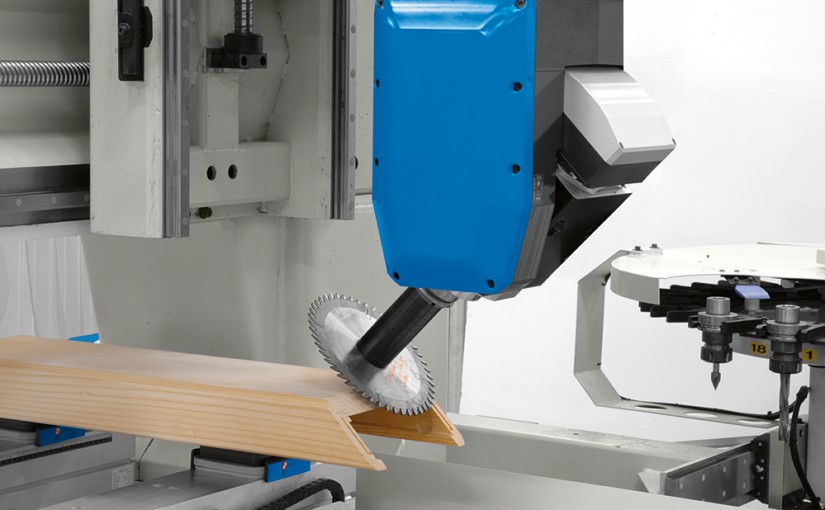
Centrum wyposażone jest w chłodzone cieczą elektrowrzeciono o maksymalnej mocy wynoszącej 16 kW z uchwytem HSK 63F. Blokowanie stożka narzędziowego odbywa się za pomocą sprężyn talerzowych, odblokowanie zaś za pomocą siłownika pneumatycznego. Elektrowrzeciono posiada system czyszczenia stożka za pomocą sprężonego powietrza, który gwarantuje pewne chwycenie i zablokowanie narzędzia. Maksymalna średnica stosowanych narzędzi nie może przekraczać 240 mm. Jednostka robocza zamontowana jest na specjalnym suporcie, przemieszczającym się względem osi Y po dwóch prowadnicach liniowych, zainstalowanych na portalu. Napęd z serwomotoru przekazywany jest za pomocą śruby tocznej. Ruch elektrowrzeciona wzdłuż osi Z odbywa się również z wykorzystaniem prowadnic liniowych, z tym że zamontowanych bezpośrednio na suporcie. Napęd i system jego przeniesienia są dokładnie takie same jak dla osi Y. Standardowo centrum posiada szesnastomiejscowy magazynek talerzowy, przemieszczający się wzdłuż osi X. Oprócz tego wyposażono je także w dwa czteromiejscowe i stacjonarne magazynki liniowe, zainstalowane wzdłuż lewego boku łoża. Natomiast na drugiej, niezależnej osi Z pracuje agregat wiertarski. Dodatkowo głowica wiertarska posiada zintegrowany z nią agregat z piłką tarczową do wykonywania wręgów w osi X, pracującą z prędkością obrotową wynoszącą 4000 obr./min. W wersji maksymalnej może on posiadać nawet 32 wrzeciona pozwalające na wykonywanie otworów w górnej płaszczyźnie pionowej i wszystkich płaszczyznach poziomych. Wrzeciona aktywowane są do pozycji pracy w sposób niezależny, co pozwala na wykonywanie zarówno wierceń pojedynczych, jak i wielopunktowych. Ruch poszczególnych wrzecion możliwy jest dzięki układowi siłowników pneumatycznych.
Konfiguracja stołu z wykorzystaniem systemu sterującego maszyną
Maszyna wyposażona została w stół roboczy typu „tubeless”, składający się z aluminiowych belek z chowanymi zderzakami bazującymi. Na belkach, w zależności od potrzeb, mocowane są przyssawki lub pneumatyczne urządzenia zaciskowe. W przypadku urządzeń zaciskowych warto zwrócić uwagę na fakt, że pozwalają one na uzyskanie dystansu między belką a płaszczyzną, na której leży obrabiany element mierzący 125 mm. Umożliwia to stosowanie narzędzi z wysokim podcięciem. Aluminiowe profile posiadają wewnętrzne kanały stanowiące element systemu podciśnieniowego. Są one także wyposażone w zawory elektromagnetyczne uruchamiane automatycznie podczas pozycjonowania przyssawek. System ten pozwala na wyeliminowanie przewodów zewnętrznych. Pozwala to na maksymalne dosunięcie belek i zmniejszenie odległości między przyssawkami, a dzięki temu lepsze mocowanie elementów o małych wymiarach. Zaletą takiego rozwiązania jest przede wszystkim oszczędność czasu i lepsze mocowanie obrabianych detali. Dzięki możliwości wyboru pomiędzy szeroką gamą przyssawek i zacisków pneumatycznych o różnych rozmiarach, przygotowanie stołu obróbczego jest niezwykle łatwe. Stół można także podzielić na dwa, niezależne pola robocze. Pozwala to na załadunek elementu na jednym polu, podczas gdy na drugim odbywa się proces obróbczy. Załadunek i rozładunek elementów ciężkich lub o dużych wymiarach ułatwiają unoszone pneumatycznie sanie. Liczba belek stołu roboczego uzależniona jest od wersji wymiarowej maszyny, a konkretnie od zakresu pracy względem osi X. W praktyce dostępna jest ona w dwóch wariantach. Standardowy, gdzie parametr ten wynosi 3220 oraz większy, oznaczony dodatkową literą „L”, model z zakresem 5170 mm. Z kolei dla osi Y i Z jest on taki sam dla obydwóch wersji i mierzy odpowiednio 2000 i 200 mm. Do pozycjonowania belek i ssawek zastosowano innowacyjny system „MasterSetup”. Konfiguracja stołu odbywa się z wykorzystaniem systemu sterującego maszyną, a osiągnięcie właściwej pozycji belki lub ssawy wskazywane jest przez świecące diody.
łatwe. Stół można także podzielić na dwa, niezależne pola robocze. Pozwala to na załadunek elementu na jednym polu, podczas gdy na drugim odbywa się proces obróbczy. Załadunek i rozładunek elementów ciężkich lub o dużych wymiarach ułatwiają unoszone pneumatycznie sanie. Liczba belek stołu roboczego uzależniona jest od wersji wymiarowej maszyny, a konkretnie od zakresu pracy względem osi X. W praktyce dostępna jest ona w dwóch wariantach. Standardowy, gdzie parametr ten wynosi 3220 oraz większy, oznaczony dodatkową literą „L”, model z zakresem 5170 mm. Z kolei dla osi Y i Z jest on taki sam dla obydwóch wersji i mierzy odpowiednio 2000 i 200 mm. Do pozycjonowania belek i ssawek zastosowano innowacyjny system „MasterSetup”. Konfiguracja stołu odbywa się z wykorzystaniem systemu sterującego maszyną, a osiągnięcie właściwej pozycji belki lub ssawy wskazywane jest przez świecące diody.
Optymalizacja ścieżek przebiegu narzędzi
Mocną stronę centrum Project 485 stanowi oprogramowanie Masterwork. Nie jest ono graficznym kompilatorem linii tekstu (ISO), ale prawdziwym środowiskiem programowania, zorientowanym na element. Jest to narzędzie przeznaczone dla wykwalifikowanych użytkowników, ale także dla tych, którzy nie mają doświadczenia w programowaniu maszyny. Dla realizacji podstawowych funkcji Masterwork nie potrzebuje żadnych makr ani zewnętrznych dodatków, ponieważ dostępne funkcje graficzne w pełni rozwiązują te problemy. System jest w stanie realizować programy parametryczne pierwszego stopnia, związane z wymiarami elementu. Ponadto istnieje możliwość wykorzystania zaawansowanych funkcji, takich jak graficzne, krokowe wyświetlanie programu obróbczego, wyświetlanie przejścia frezu przez element, funkcja zoom, funkcja pomiaru, kalkulacja czasów obróbki i weryfikacja poprawności programu. Ponadto Masterwork pozwala na wykorzystanie wszystkich funkcji typowych dla CAD, takich jak zaczepienia, offset, skala, obrót, łączenie, ścięcie i wiele innych. Masterwork daje także możliwość przypisania do programu pozycji belek stołu i przyssawek w sposób parametryczny, tworząc programy, które przy zmianie parametrów dostosowują nie tylko proces obróbczy, ale również pozycjonują stół. Współrzędne związane z pozycją, łącznie z kątem obrotu przyssawek, mogą być wyświetlane na przenośnym panelu sterującym. Na ekranie zostaną także wyświetlone na żółto ewentualne punkty kolizyjne narzędzia i stołu. W pakiecie dostępne są także specjalistyczne oprogramowania: Masterdoor do projektowania drzwi, Masterwindow do projektowania okien oraz Mastercabinet służący do projektowania mebli. Z kolei trójwymiarowe środowisko graficzne Master AT pozwala na uzbrajanie stołu obróbczego oraz pozycjonowanie belek i przyssawek. Umożliwia wyświetlanie elementów do obróbki i stołu obróbczego wyposażonego we wspomniane wyżej systemy mocowania. Pozwala również na optymalne rozmieszczanie systemów mocowania w celu zapewnienia prawidłowego blokowania elementu, bez ryzyka kolizji pomiędzy urządzeniami blokującymi a narzędziami podczas wykonywania obróbki. Master AT umożliwia także pozycjonowanie wielopunktowe elementów oraz optymalizację ścieżek przebiegu narzędzi, znacznie skracając czas obróbki poszczególnych elementów.
Wydawnictwo: Gazeta Przemysłu Drzewnego
Tekst i foto: Tomasz Bogacki