
Niewielkie zapotrzebowanie na powierzchnię instalacyjną sprawia, że wiertarka BL2-1500 zmieści się praktycznie w każdym zakładzie produkcyjnym. Nie oznacza to jednak, że miejscem jej pracy są wyłącznie małe i średniej wielkości firmy. Maszyna ta, z racji wydajności, sprawdza się także doskonale w dużych przedsiębiorstwach z produkcją seryjną. Solidna budowa, najwyższej jakości materiały wykorzystane do jej budowy i masywne stalowe głowice wiercące bez problemu podołają i takim wyzwaniom.
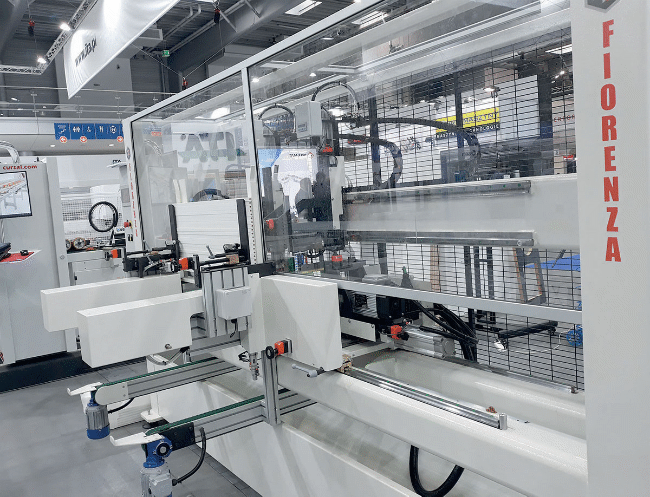
Włoska firma Fiorenza już od ponad pięćdziesięciu lat produkuje specjalistyczne, szybkie i wydajne wiertarki wyposażone bardzo często w dodatkowe agregaty umożliwiające frezowanie, cięcie czy kołkowanie. Oprócz tego w ofercie handlowej znaleźć można okleiniarki wąskich płaszczyzn, frezarki, ściski oraz systemy automatyzacji procesu produkcyjnego. Polskim dystrybutorem tego producenta jest, doskonale znana i ceniona na naszym rynku, firma ITA.

Zakłady produkcyjne nie dysponujące dużą powierzchnia produkcyjną z pewnością zainteresują się przelotową wiertarką oznaczoną symbolem BL2-1500. Jest to kompaktowe, solidne konstrukcyjnie rozwiązanie, którego obsługa wymaga udziału tylko jednego operatora. Niewielkie zapotrzebowanie na powierzchnię instalacyjną sprawia, że zmieści się ona praktycznie w każdym pomieszczeniu. Nie oznacza to jednak, że miejscem jej pracy są wyłącznie małe i średniej wielkości firmy. Maszyna ta, z racji wydajności, sprawdza się także doskonale w dużych zakładach z produkcją seryjną. Solidna budowa, najwyższej jakości materiały wykorzystane do jej budowy i masywne stalowe głowice wiercące bez problemu podołają i takim wyzwaniom. Wyżej wspomniane cechy w połączeniu z łatwością obsługi i krótkimi czasami przezbrojeniowymi sprawiają, że wiertarka ta jest bardzo ceniona przez użytkowników na całym świecie.
Wysoka jakość i wydajność wiercenia
BL2-1500 to wolnostojąca maszyna przeznaczona do trzystronnej obróbki prostych, prostokątnych elementów jak na przykład podzespołów szuflad, elementów ramowych, listew i wąskich elementów korpusów meblowych. Łoże maszyny stanowią dwa pionowe stojaki boczne połączone na trzech poziomach elementami płytowymi i belkowymi tworząc w ten sposób przestrzenną konstrukcję. Zastosowane materiały i technologia ich łączenia gwarantują doskonałą sztywność i stabilność stelaża co przekłada się na jakość wiercenia.
Najbardziej masywnym połączeniem stojaków są dwie belki środkowe oraz jedna, zamontowana ponad nimi, belka tylna. Stanowią one doskonałe wsparcie dla agregatów wiercących, automatycznego systemu podawczego oraz transportowego.
Na belkach środkowych umieszczone są dwa poprzeczne suporty będące wsparciem dla poziomych, pięciowrzecionowych jednostek wiercących, automatycznego systemu podawczo-odbiorczego i dociskowego. Prawy suport jest tradycyjnie ruchomy i przesuwa się po precyzyjnych prowadnicach liniowych zainstalowanych na obydwóch belkach środkowych. Jego pozycjonowanie odbywa się ręcznie, a system nastawy wyposażony jest w czytnik cyfrowy oraz mikroregulację. Podobnie wygląda sytuacja w kwestii regulacji jednostek wiercących w płaszczyznach poziomej i pionowej. Zakres przesuwu suportu prawego pozwala na obróbkę elementów w przedziale długości od 220 do 1500 mm. Pomiędzy suportami znajduje się przesuwna podpora nieodzowna podczas wiercenia długich i wąskich elementów.
Na belce górnej również zamontowano prowadnice liniowe, na których przesuwają się dwa górne, pionowe agregaty wiercące. One także wyposażone są w pięciowrzecionowe głowice. Pomiędzy nimi, na specjalnym, pozycjonowanym wsporniku pracuje górny docisk pneumatyczny, który jest ustawiany dokładnie na podporą dolną.
Intuicyjna i łatwa obsługa
Z przodu stołu, patrząc od strony operatora, umieszczony jest magazynek podawczy, z którego podzespoły, za pomocą popychaczy pneumatycznych, przesuwane są do strefy roboczej. Urządzenie to przystosowane jest do obsługi elementów o szerokości od 40 do 150 mm. Regulacja bocznych wsporników podtrzymujących w magazynku, czyli jego dostosowanie do szerokości wierconych detali, odbywa się ręcznie. Element wypychany jest z magazynka przez dwa pneumatyczne zabieraki i dosuwany do unoszonych ograniczników w strefie roboczej. Następnie zostaje on unieruchomiony przez dociski boczne oraz środkowy. Zakres ich pracy pozwala na obróbkę podzespołów o grubości od 15 do 40 mm. Zabieraki wracają do pozycji wyjściowej, a przeznaczony do wiercenia podzespół spoczywa stabilnie na dwóch zewnętrznych podporach ślizgowych oraz wspomnianej wyżej podporze środkowej.
Po zakończeniu obróbki, do strefy roboczej wsuwany jest następny, surowy element natomiast powiercony wypychany jest na koniec podpór gdzie opada on grawitacyjnie na dolny transporter powrotny. Składa się on z dwóch wąskich przenośników pasowych napędzanych niezależnie przez motoreduktory. Zadaniem operatora, oczywiście oprócz nastawy maszyny, jest uzupełnianie elementów w magazynku oraz odbiór powierconych detali. Jednoosobowa obsługa to doskonałe rozwiązanie w czasach gdy praktycznie wszystkie firmy szukają możliwości obniżenia kosztów produkcji. Drugi pracownik, który normalnie stałby z drugiej strony maszyny i odbierał elementy może w tym czasie wykonywać inne zadania generujące konkretną wartość dodaną. Ogromną zaletą tej wiertarki jest także intuicyjna i łatwa obsługa przez co szkolenie operatora nie zajmuje dużo czasu. W przypadku problemów dostępny jest również zdalny serwis, z którym można połączyć się przez modem. To bardzo wygodne rozwiązanie, które gwarantuje szybki kontakt z włoskimi specjalistami i bezproblemową naprawę ewentualnych awarii.
Tekst: Tomasz Bogacki
Wydawnictwo: Gazeta Przemysłu Drzewnego