Wyjątkową i oryginalną „osobowość” nadaje centrum Kairos 350, Kairos 650 i Kairos 1300 pięć innowacyjnych rozwiązań technicznych.
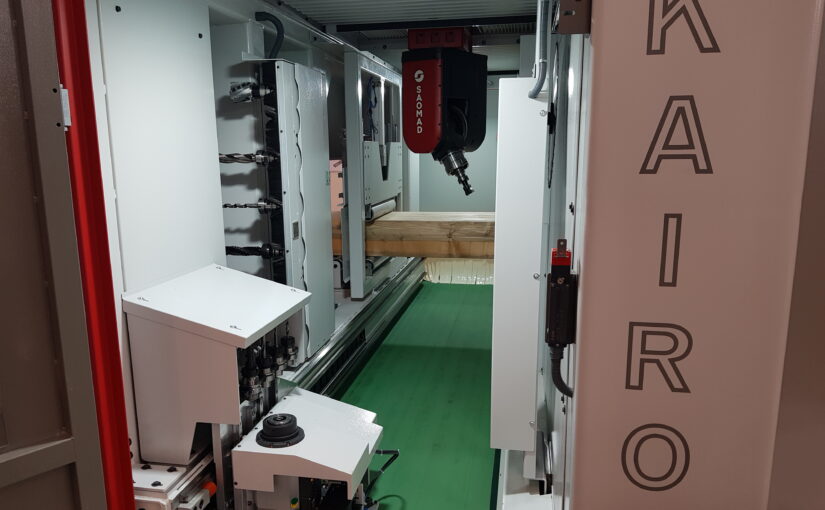
Warto zwrócić uwagę na skonstruowaną przez włoską firmę SAOMAD nową, specjalistyczną, pięcioosiową maszynę CNC do obróbki belek konstrukcyjnych, dachów, stropów i ścian domów drewnianych KAIROS 650. Jest to przyszłościowe rozwiązanie, które wyznacza nowe horyzonty w dziedzinie budownictwa drewnianego. Kairos pozwala bowiem produkować elementy konstrukcyjne w sposób bardziej bezpieczny, dynamiczny i świadomy.
Nieszablonowe podejście do projektu
Centrum produkowane jest w trzech wariantach – Kairos 350, Kairos 650 i Kairos 1300, przystosowanych do obróbki belek o różnych wymiarach. Kod cyfrowy umieszczony w symbolu maszyny określa maksymalną szerokość roboczą. Minimalna wartość tego parametru wynosi odpowiednio: 40 i 80 mm. Natomiast minimalna i maksymalna wysokość obrabianych belek to 20 i 200 mm dla Kairos 350 oraz 40 i 300 mm dla Kairos 650 i 1300. Z kolei ich długość zawiera się w przedziale od 600 do 3 800 mm dla modelu pierwszego i od 1 000 do 10 000 mm dla dwóch pozostałych. W opcji istnieje możliwość przystosowania modeli 650 i 1300 do obróbki belek mierzących 14 000 i 18 000 mm. Wyjątkową i oryginalną „osobowość” nadaje maszynie jej pięć innowacyjnych rozwiązań technicznych. Pierwsze z nich to system załadunku, który zainstalowany został z lewej strony centrum. Z racji znacznych wymiarów obrabianych belek jest to bardzo masywna, ażurowa konstrukcja wykonana z grubościennych, stalowych belek. Na niej zainstalowano poprzeczne, zorientowane względem osi Y, przenośniki łańcuchowe, na które załadować można całą partię  przeznaczonych do obróbki elementów.
przeznaczonych do obróbki elementów.
Stanowią więc one bufor umożliwiający automatyczne, szybkie i precyzyjne zarządzanie materiałem. W zależności od modelu maszyny system załadunkowy może składać się z jednego lub dwóch identycznych wymiarowo segmentów. Na pierwszym pracuje sześć, a na drugim trzy transportery poprzeczne. Dystans pomiędzy przenośnikami pierwszego segmentu jest mniejszy, co pozwala na pewne i płynne transportowanie krótszych belek. Za poprzecznymi stołami podawczymi zainstalowano rolkowy stół wzdłużny. Na jego belce tylnej pracują dwa przesuwne zaciski szczękowe – jeden w strefie podawczej, a drugi w odbiorczej. Ich maksymalna prędkość posuwu wynosi 60 m/min. Są one kolejną cechą wyróżniającą centrum Kairos. Wynika to z faktu, że unieruchomienie materiału realizowane jest w dwóch płaszczyznach. Zacisk pionowy gwarantuje jego prawidłowe pozycjonowanie, natomiast poziomy zapobiega powstawaniu niepotrzebnych wibracji, które negatywnie wpływają na jakość obróbki. Stół wzdłużny posiada także krótkie, poprzeczne unoszone i opuszczane przenośniki łańcuchowe, które odpowiadają za załadunek pojedynczej belki. „Wchodzą” one pomiędzy przenośniki stołu poprzecznego i w momencie, gdy proces obróbczy jednej belki zostanie zakończony, podają do zacisków następną. Trzecią cechą szczególną centrum jest kabina z całkowitym zamknięciem górnym i bocznym.
Gwarantuje ona najwyższy stopień bezpieczeństwa podczas pracy oraz umożliwia gromadzenie pyłu i redukcję emisji hałasu. Powstające podczas obróbki wióry i odpady usuwane są za pomocą szerokiego transportera taśmowego umieszczonego poniżej obszaru roboczego. Jest to czwarty element wyróżniający centra Kairos na tle konkurencji. Czynnikiem decydującym o ich wyższości jest także system odbioru obrobionych belek. Przypomina on od strony konstrukcyjnej system podawczy, z tą różnicą, że zamiast transporterów łańcuchowych zastosowano w nim przenośniki rolkowe. Są one wypychane ze stołu głównego przez automatyczne urządzenie i gromadzone na wspomnianych wyżej poprzecznych przenośnikach rolkowych. System pełni także rolę bufora, dzięki czemu maszyna może pracować samodzielnie, a operator może zająć się w tym czasie innymi czynnościami.
Elektrowrzeciono do obróbki od dołu
Centra Kairos gwarantują wysokie standardy w zakresie dokładności obróbki oraz wydajności, które przekonają nawet najbardziej wymagających producentów. W standardzie wszystkie trzy modele wyposażone są w chłodzoną cieczą pięcioosiową jednostkę T5/H, która dostępna jest w dwóch wariantach różniących się mocą. Pierwsza z nich mająca 15 kW w klasie S1 przystosowana jest do pracy ciągłej pod pełnym obciążeniem. Natomiast druga o mocy 20 kW występuje w klasie S6, co oznacza, że z pełną mocą może ona pracować przez 60 proc. czasu. Zakres pracy dla osi C  wynosi 400°, natomiast dla A – 220°, dzięki czemu posiada ona możliwość obracania w dowolnym kierunku i wykonywania frezowania, wiercenia i profilowania tym samym narzędziem w każdym położeniu. Jednostka wyposażona jest w uchwyt typu HSK-63E i współpracuje z dwunastomiejscowym magazynkiem narzędzi. Uchwyt HSK-63E pozwala na uzyskanie najlepszego wykończenia w zależności od rodzaju używanego narzędzia.
wynosi 400°, natomiast dla A – 220°, dzięki czemu posiada ona możliwość obracania w dowolnym kierunku i wykonywania frezowania, wiercenia i profilowania tym samym narzędziem w każdym położeniu. Jednostka wyposażona jest w uchwyt typu HSK-63E i współpracuje z dwunastomiejscowym magazynkiem narzędzi. Uchwyt HSK-63E pozwala na uzyskanie najlepszego wykończenia w zależności od rodzaju używanego narzędzia.
Narzędzia są wybierane i zarządzane za pomocą programu obróbczego. Elektrowrzeciono zainstalowane jest na specjalnym suporcie przesuwającym się względem osi Y na portalu bramy. Maksymalna prędkość przejazdu w tym kierunku, a także dla osi Z wynosi 50 m/min. Jeżeli potrzebna jest jeszcze większa moc, maszynę można wyposażyć w elektrowrzeciono mające 25 kW w klasie S1 lub 30 kW w S6. Jest to również jednostka z wysokowydajnym systemem chłodzenia cieczą. Opcja ta dostępna jest dla modeli Kairos 650 i 1300. Maksymalna średnica stosowanych narzędzi wynosi dla wszystkich modeli 300 mm. Natomiast największa długość wierteł to 250 mm dla Kairos 350 i 650 oraz 320 dla Kairos 1300. W pakiecie wyposażenia opcjonalnego dostępne jest także trzyosiowe elektrowrzeciono T2H do obróbki od dołu, które współpracuje z pięciopozycyjnym magazynkiem narzędzi. W klasie S1 posiada ono moc 7,5 kW, uchwyt typu HSK-63F oraz system chłodzenia cieczą. Maszyny posiadają interfejs współpracujący ze wszystkimi europejskimi programami zarządzającymi oraz możliwość importowania danych w formacie BTL i BIM z wszystkich programów CAD/CAM w branży budownictwa drewnianego. Wyłącznym dystrybutorem na rynku polskim marki Saomad jest firma ITA sp. z o.o. z miejscowości Krze Duże.
Redakcja: Gazeta Przemysłu Drzewnego
Tekst: Tomasz Bogacki
Podobne artykuły

Kairos Wyznacza Nowe Horyzonty W Branzy Stolarki Budowlanej Jeszcze Bardziej Wszechstronny
Czytaj artykuł →
Drukarka Ktora Otwiera Nowe Horyzonty
Czytaj artykuł →
Calkowicie Nowe Linie Produktowe
Czytaj artykuł →
Nowe Maszyny W Ofercie Firmy Ita
Czytaj artykuł →
Zupelnie Nowe Rozwiazania Dla Szybko Zmieniajacego Sie Rynku 2
Czytaj artykuł →