Stolarnia Adam w Chwałowicach k. Radomyśla nad Sanem (podkarpackie) to jeden z trzech producentów stolarki drewnianej w tej niewielkiej miejscowości. Od dwóch lat centrum obróbcze Masterwood Project 350 służy tam do produkcji drewnianych drzwi i okien.
– Wykorzystujemy je do wszelkich możliwych prac przy produkcji stolarskiej – mówi Halina Kozłowska, właścicielka firmy, która z mężem Adamem stworzyła spółkę w 1998 r. – Wcześniej felcowanie wykonywano na jednej maszynie, obrabianie skrzydeł na frezarce, a teraz za jednym mocowaniem kilka operacji wykonywanych jest na centrum Masterwood, co zapewnia dużo lepszą dokładność, dużo lepszą jakość obróbki i skraca czas realizacji zamówień. Po dwóch latach zdecydowaliśmy się na samodzielną działalność, jako Stolarnia Adam.

– Zaczynaliśmy od produkcji drzwi wewnętrznych i zewnętrznych oraz bram garażowych dla lokalnych odbiorców. Dosyć szybko znaleźliśmy zagranicznych nabywców i już w 2000 r. wysyłaliśmy drzwi do Anglii. Mieliśmy z mężem troszkę doświadczenia, bo pracowaliśmy za granicą w latach 90. To doświadczenie przełożyło się na podjęcie produkcji wówczas bardziej nowoczesnej stolarki otworowej, bo mieliśmy dostęp do nowszej technologii. Teraz, wraz z kolejnym centrum, zrobiliśmy kolejny krok do przodu, w czym zasługa zięcia, który kieruje firmą po śmierci męża. Jeżeli chodzi o naszych odbiorców, to nie zamykamy się na żadną grupę klientów. Wykonujemy zlecenia indywidualne, realizujemy zlecenia przetargowe, mamy dilerów na terenie kraju i osoby, z którymi współpracujemy za granicą. Mamy dobrych dostawców klejonki, pakietów szybowych, szkła witrażowego i własną lakiernię – dodaje Halina Kozłowska.
Maksymalnie wykorzystać potencjał
Centrum obróbcze wykorzystywane jest do felcowania, wykonywania kieszeni na zamki, różnych wzorów na płytach drzwi, ale także przy produkcji okien, a w szczególności elementów nietypowych, na przykład łuków czy okiennic, okien angielskich i francuskich, które mają zupełnie inne felcowanie.
– Takie półokrągłe elementy, które wchodzą jeden w drugi, muszą być szczególnie dokładnie i precyzyjnie obrobione, żeby okno nie było uciążliwe w eksploatacji i by było wizualnie estetyczne – mówi Grzegorz Molga, dyrektor zakładu zatrudniającego 25 pracowników. – Pewne prace stolarskie są niebezpieczne, więc aby zadbać o zdrowie i o bezpieczeństwo pracowników przenieśliśmy niektóre operacje obróbcze, te najbardziej niebezpieczne, na centrum. Wybraliśmy operatora, który cały czas pracuje na tej maszynie. Oprócz tego dwie osoby ma do pomocy przy nakładaniu na stół większych drzwi czy okien. Maszyna pracuje około 10 godzin na dobę, ale sądzimy, że w sezonie będzie obciążona przez dwie pełne zmiany.
Stolarnia Adam, która wykonuje stolarkę drewnianą z klejonki sosnowej, dębowej, ale również meranti, sapelli i czasem z olchy, ma pełny komplet odpowiednich narzędzi CNC do obróbki drzwi oraz komplet do produkcji okien, w szczególności ich łuków. Okna wykonuje się na razie w dwóch grubościach: 68 i 88 mm. Rodzinny tandem planuje rozszerzyć produkcję okien o kolejne profile.

– To dzięki centrum Project 350 mogliśmy rozszerzyć produkcję okien łukowych, bo proste okna możemy z powodzeniem obrabiać na posiadanym, starszym centrum kątowym, które w zasadzie jest rozbudowaną frezarką – mówi dyrektor, gdy stoimy przed centrum, a operator przystępuje właśnie do obróbki takiego okna. – Na początku musieliśmy nauczyć się pracy z tą maszyną, więc mieliśmy pytania do serwisu ITA, bo ta firma nam ją dostarczała, ale teraz wszystko jest w porządku. Operator jest na tyle odpowiedzialny i myślący, że czasami pewne rzeczy, które do tej pory robiliśmy na frezarkach, czy nawet czasami ręcznie, próbuje obrabiać na CNC, co udaje się raz lepiej, raz gorzej.
Co zdecydowało o wyborze właśnie tego centrum?
– Na pewno dużą rolę odegrały komponenty, z których jest zbudowane – odpowiada gospodarz. – No i dobra opinia innych użytkowników. Byliśmy w okolicznych zakładach, przypatrując się pracy różnych centrów obróbczych, które wcześniej oglądaliśmy na targach, więc rozniosła się wieść, że poszukujemy CNC. Handlowcy z ITA przedstawili nam ofertę, w standardowym wyposażeniu, bez jakichś specjalnych, dodatkowych agregatów i za rozsądną cenę. To ważne, bo nie jesteśmy dużym zakładem, a tego typu zakupy dość mocno obciążają firmę.
Maszyna nie ograniczyła w tej firmie zatrudnienia, wręcz przeciwnie, otworzyła nowe możliwości wykonawcze, dzięki czemu można wytwarzać nowe produkty. W tym zakładzie dotyczy to okien, ponieważ przedtem produkowano trochę polskich okien standardowych, natomiast teraz angielskie przesuwne czy otwierane na zewnątrz oraz modele francuskie, z okiennicami. Nie wszystko da się zrobić na Masterwoodzie i na centrum kątowym, więc trzeba było stworzyć nowe stanowiska pracy do obróbki nietypowych elementów.
– W rachunku końcowym korzyść z posiadania centrum jest ewidentna – wylicza Grzegorz Molga – ale mówię o tym, bo handlowcy oferujący maszynę koncentrują się zwykle na podkreślaniu możliwości ograniczenia zatrudnienia, a nie na możliwości poszerzenia asortymentu produkcji, co dla przedsiębiorstwa jest bardzo istotne. Nasze plany rozwojowe związane są z zakupem kolejnych nowych maszyn, żeby poszerzyć produkcję okien, bo na nie jest większe zapotrzebowanie.
Cztery sterowane osie
Centrum Project 350 posiada cztery osie sterowane numerycznie. Maszyna ma odpowiednio wzmocniony korpus monolityczny wykonany z elementów spawanych. Duża sztywność gwarantuje stabilność i precyzję w czasie obróbki. W osi X suwnica jest przesuwana za pomocą jednego silnika oraz listew zębatych z przekładniami. Do każdej z nich jest podłączony silnik.
Przesuwanie w osi Z odbywa się za pomocą śruby kulowo-tocznej o dużej precyzji, z systemem korekcji wstępnej. Dzięki temu systemowi luzy połączenia są wyzerowane, co gwarantuje maksymalną precyzję pozycjonowania. Wszystkie ruchy odbywają się na prowadnicach liniowych ze ślizgami kulowo-tocznymi. Maszyna jest bowiem wyposażona w system smarowania centralnego, który rozprowadza olej smarujący do wszystkich mechanizmów posuwu.

Przesuwanie w osi jest wykonywane za pomocą silników bezszczotkowych, które pozwalają na uzyskanie dużych przyspieszeń i prędkości. Eliminują całkowicie konserwację i dzięki sterowaniu cyfrowemu o dużej rozdzielczości zapewniają większą precyzję i lepsze wykończenie obróbek. Zakresy robocze i ruchy osi X, Y i Z wynoszą odpowiednio: 5822, 1902 i 350 mm. Pozwala to na obróbkę elementów o wymiarach X = 5200 mm i Y = 1300 mm (oś frezowania pionowa). W osi Z parametry wynoszą odpowiednio: A=100 mm, B=200 mm i C= 205 mm. Prędkości posuwu w osi X i Y wynoszą 80 m/min, a w osi Z 25 m/min.
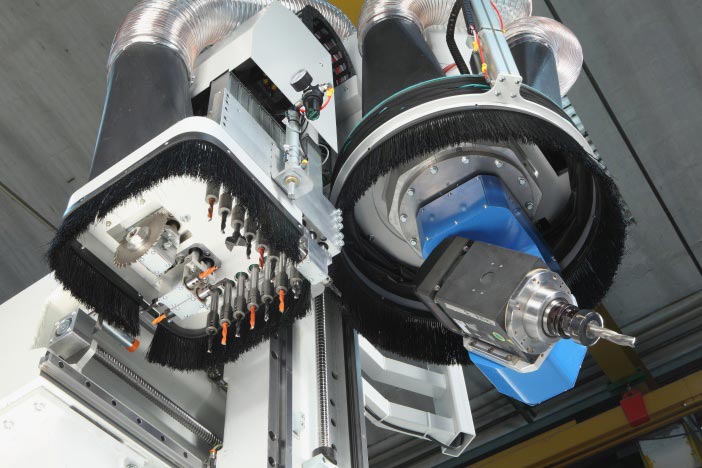
Wrzeciona obracają się równocześnie
Zespół frezujący dwukierunkowy służy do wykonywania obróbek w 4 osiach. Bardzo sztywna konstrukcja głowicy pozwala na użycie elektrowrzeciona we wszystkich kierunkach, wykorzystując w ten sposób jego pełną moc również dla obróbek normalnie wykonywanych za pomocą agregatów. Do automatycznej wymiany narzędzi służy magazyn typu kołowego na 16 narzędzi, zamontowany na korpusie wózka oraz magazynki boczne na 4 pozycje.Głowica wiercąca jest jednostką obróbczą do wiercenia pionowego i poziomego z wrzecionami niezależnymi. Wszystkie wrzeciona obracają się równocześnie. Ich kierunek obrotu jest prawy i lewy. Ruch wprowadzania do obróbki, niezależny dla każdego wrzeciona, wykonywany za pomocą siłowników pneumatycznych, pozwala na wykonywanie wierceń pojedynczych, jak również wielopunktowych. W głowicy znajduje się 7 wrzecion pionowych niezależnych w osi X, 6 wrzecion pionowych niezależnych w osi Y, 2 wrzeciona poziome podwójne w osi X i 1 wrzeciono poziome podwójne w osi Y. Rozstaw pomiędzy wrzecionami wynosi 32 mm, prędkość obrotowa 4000 obr./min. Do wykonywania nacięć i do cięcia wzdłuż osi X służy zespół piły wbudowany w głowicę wiercącą, o prędkości obrotowej 4000 obr./min i maksymalnej średnicy piły 125 mm.
Maszyna jest wyposażona w 6 stolików, które zawierają zderzaki bazujące chowane, sterowane z CNC. Na stole znajduje się 6 zderzaków pośrednich: 4 zderzaki tylne wbudowane w korpus, 1 zderzak boczny prawy na belce ciągłej i 1 zderzak boczny lewy na belce ciągłej. Do podnoszenia panelu ze stołu obróbczego (po 2 na każdym stole) służą 4 ostrza. Ułatwiają operację załadunku i rozładunku ciężkich paneli o dużych wymiarach.
Pulpit sterujący znajduje się na ruchomym wózku z kółkami wielokierunkowymi. Może być łatwo przestawiany przez operatora. Maszyna wykorzystuje system programowania graficznego MasterWork. Wewnątrz korpusu wbudowany jest transporter taśmo-wy z napędem do odprowadzania wiórów i odpadów na prawą stronę maszyny.
Źródło: Gazeta Przemysłu Drzewnego – Luty 2016
Tekst i Foto: Janusz Bekas
Podobne artykuły

Najwyzsza Jakosc Obrobki Cnc Project Masterwood Polska
Czytaj artykuł →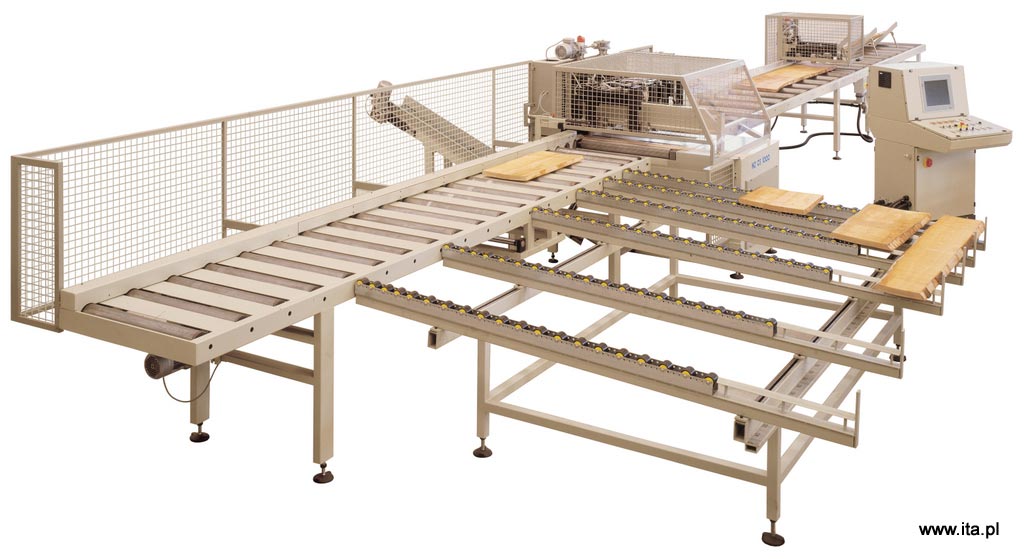
Systemy Obcinania Mz Project
Czytaj artykuł →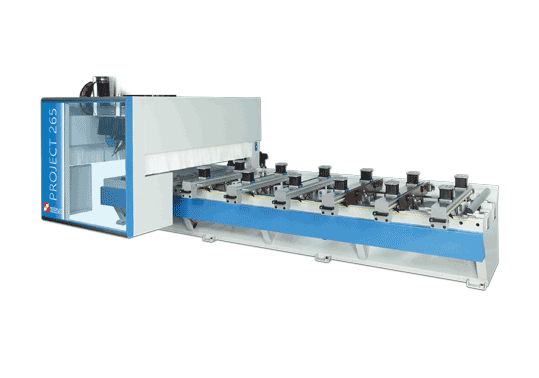
Masterwood Project 265 Centrum Obrobcze Dla Meblarzy
Czytaj artykuł →
Stolarnia Na Miare Xxi Wieku
Czytaj artykuł →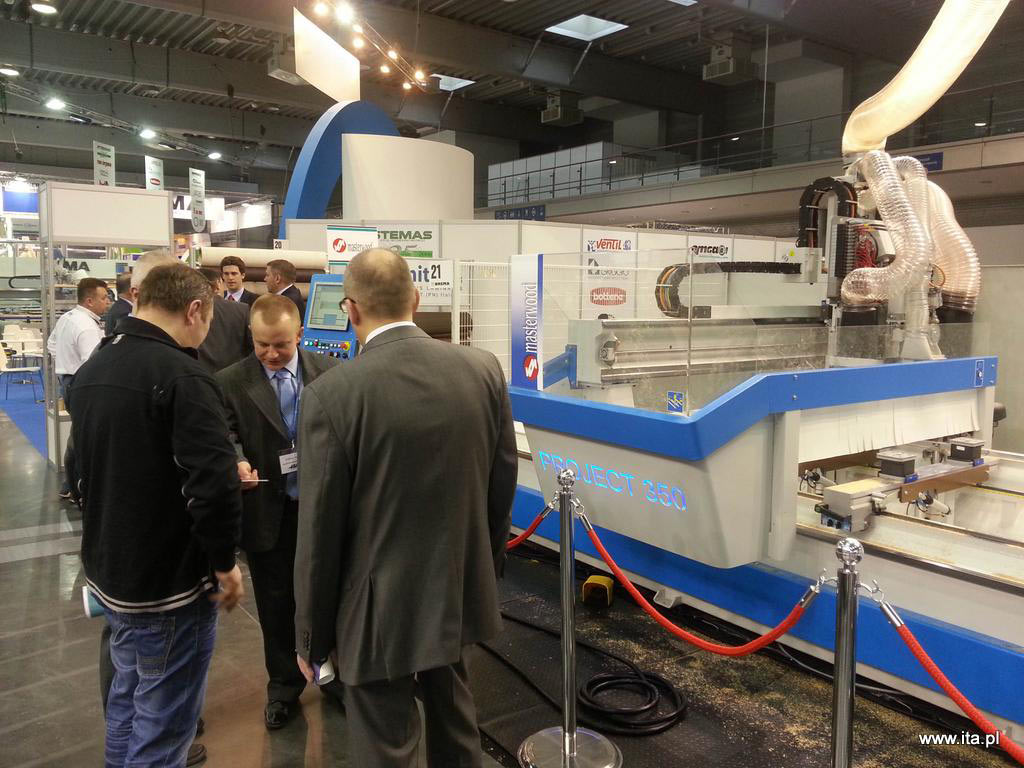
Centrum Obrobcze Masterwood Project 350l
Czytaj artykuł →