Realizacja skomplikowanych projektów wymaga nie tylko zgranego zespołu technologów i stolarzy, ale także nowoczesnych maszyn. Tylko taki układ daje gwarancję najwyższej jakości wykonywanych mebli czy elementów wyposażenia wnętrz.
Lis Meble to wyjątkowa firma, zlokalizowana w miejscowości Badowo-Dańki w województwie mazowieckim, która jak żadna inna łą czy w praktyce tradycje rzemieślnicze znowoczesnymi technologiami. Od ponad 30 lat dostarcza na zamówienie meble, stolarkę budowlaną oraz drzwi. Kompetencje i wszechstronność tworzących ją ludzi niezmiennie, od ponad 35 lat, cieszą się uznaniem renomowanych pracowni architektonicznych, znanych projektantów wnętrz i największych deweloperów, zarówno w Polsce, jak i za granicą. – Działalność firmy obejmuje pełen zakres stolarstwa z tak zwanej wysokiej półki – mówi Bogusław Lis, właściciel. – Wyposażamy przede wszystkim budynki użyteczności publicznej, restauracje, hotele i prywatne rezydencje. Realizacja skomplikowanych projektów wymaga nie tylko zgranego zespołu technologów i stolarzy, ale także nowoczesnych maszyn. Tylko taki układ daje gwarancję najwyższej jakości wykonywanych mebli czy elementów wyposażenia wnętrz. Oprócz klasycznych maszyn stolarskich oraz obrabiarek modyfikowanych na potrzeby zakładu, w firmie pracuje także pięć, sterowanych numerycznie, centrów.
Obsługa bez szkolenia
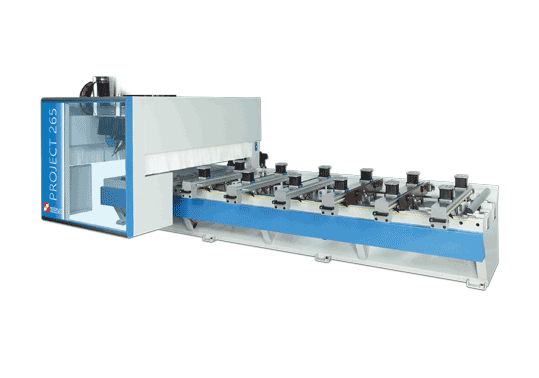
Około rok temu w Badowie pojawiły się dwie nowe maszyny – wiertarko-frezarka Masterwood TF 600S i okleiniarka prostoliniowa Masterwood ME 409. Obydwie dostarczyła, doskonale znana polskim przedsiębiorcom z branży drzewnej, firma ITA z miejscowości Krze Duże. TF 600S to wszechstronna wiertarko-frezarka, która do instalacji wymaga nieco ponad 13 m2. Została ona zaprojektowana z myślą o kompletnej obróbce wiertarskiej elementów płytowych w systemie gniazdowym. Tak więc umożliwia ona wykonanie otworów na wszystkich sześciu płaszczyznach formatki, wykonuje także bruzdowanie na ścianę tylną za pomocą piłki oraznfrezowania za pomocą dwóch elektrowrzecion. Maszyna ta sprawdza się doskonale podczas wiercenia elementów typowych mebli skrzyniowych, gdzie dwie niezależne głowice górne pracują równocześnie w momencie wierceń pionowych czy poziomych, znacząco skracając czas wykonania detalu. TF 600S jest także ś wietnym rozwiązaniem w przypadku obróbki elementów szuflad czy listew. Dzięki dwóm chwytakom elementy są pewnie prowadzone i trzymane w czasie wiercenia. Stół podawczy TF 600S przypomina rozwiązanie stosowane w pilarkach panelowych, bowiem wyposażony jest w poduszkę powietrzną. Skutecznie eliminuje ona zjawisko tarcia podczas przesuwania elementów i zabezpiecza ich powierzchnie przed uszkodzeniem. Jego długość umożliwia wiercenie elementów mających maksymalnie 3000 mm. Minimalna długość elementu to 200 mm. Za ruch wierconego elementu względem osi X odpowiadają podwójne zaciski, których maksymalna prędkość posuwu wynosi 130 m/min.– Muszę przyznać, że jestem z tego zakupu bardzo zadowolony – stwierdził Bogusław Lis. – Bogate i przemyślane wyposażenie, pozwalające na wielopłaszczyznową obróbkę, jak i automatyczny posuw bardzo przyspieszają robotę. Najmocniejszą stroną tej maszyny jest to, że jest ona w zasadzie bezobsługowa, czyli zupełnie odpada koszt szkolenia pracownika. Dla żartu „złapaliśmy” kiedyś przechodzącego tapicera, który nie ma nic wspólnego z obróbką maszynową i po 10 min już ją obsługiwał. Wymaga jednak dobrego zaplecza technologicznego, ponieważ to w tym dziale powstają wszystkie programy obróbcze poszczególnych elementów zlecenia. Tym, co wyróżnia tę maszynę, jest także fakt, ż e sprawdza się ona doskonale zarównow przypadku produkcji jednostkowej, jak i seryjnej. W strefie roboczej zainstalowano dwa górne, niezależne agregaty wiertarskie, górny zespół piłki do nacinania, górny zespół frezarki oraz wykonujące obróbkę od dolnej strony kolejny agregat wiertarski i zespół frezarski. Strefa ta jest znacznie szersza niż stół podawczy, ponieważ wiertarka przystosowana jest do obróbki formatek mierzących względem osi Y aż 1250 mm. Natomiast minimalna szerokość nie może być mniejsza niż 50 mm. Powiercone elementy „wyjeżdżają” razem z zaciskami poza strefę roboczą i umieszczane są na poprzecznym transporterze odbiorczym. Operator od razu po zakończeniu wiercenia elementu, może załadować kolejny do wiercenia.
Skutecznie eliminuje ona zjawisko tarcia podczas przesuwania elementów i zabezpiecza ich powierzchnie przed uszkodzeniem. Jego długość umożliwia wiercenie elementów mających maksymalnie 3000 mm. Minimalna długość elementu to 200 mm. Za ruch wierconego elementu względem osi X odpowiadają podwójne zaciski, których maksymalna prędkość posuwu wynosi 130 m/min.– Muszę przyznać, że jestem z tego zakupu bardzo zadowolony – stwierdził Bogusław Lis. – Bogate i przemyślane wyposażenie, pozwalające na wielopłaszczyznową obróbkę, jak i automatyczny posuw bardzo przyspieszają robotę. Najmocniejszą stroną tej maszyny jest to, że jest ona w zasadzie bezobsługowa, czyli zupełnie odpada koszt szkolenia pracownika. Dla żartu „złapaliśmy” kiedyś przechodzącego tapicera, który nie ma nic wspólnego z obróbką maszynową i po 10 min już ją obsługiwał. Wymaga jednak dobrego zaplecza technologicznego, ponieważ to w tym dziale powstają wszystkie programy obróbcze poszczególnych elementów zlecenia. Tym, co wyróżnia tę maszynę, jest także fakt, ż e sprawdza się ona doskonale zarównow przypadku produkcji jednostkowej, jak i seryjnej. W strefie roboczej zainstalowano dwa górne, niezależne agregaty wiertarskie, górny zespół piłki do nacinania, górny zespół frezarki oraz wykonujące obróbkę od dolnej strony kolejny agregat wiertarski i zespół frezarski. Strefa ta jest znacznie szersza niż stół podawczy, ponieważ wiertarka przystosowana jest do obróbki formatek mierzących względem osi Y aż 1250 mm. Natomiast minimalna szerokość nie może być mniejsza niż 50 mm. Powiercone elementy „wyjeżdżają” razem z zaciskami poza strefę roboczą i umieszczane są na poprzecznym transporterze odbiorczym. Operator od razu po zakończeniu wiercenia elementu, może załadować kolejny do wiercenia.
Do zleceń jednostkowych lub krótkich serii
Zastosowanie zespołu dolnego umożliwia wykonywanie od jednego załadowania elementów wymagających różnych wierceń na górnej i dolnej płaszczyźnie, przykładowo mogą być to piony i przegrody szaf czy wiercenia pod konfirmaty. Dodatkową zaletą jest możliwość automatycznej zamiany wierceń przelotowych na dwa wiercenia góra-dół, dzięki czemu mamy gwarancję nieuszkodzenia laminatu, co jest szczególnie ważne w wypadku produkcji mebli w paczkach, nieskładanych w fabryce. Co ciekawe, w maszynie zastosowano system docisków i w momencie wierceń pionowych czy poziomych płyta jest stabilnie dociskana do stołu, eliminując możliwe drgania. Maszyna została wyposażona także w szereg czujników usprawniających pracę. Element w czasie pracy jest konrolowany zarówno pod względem poprawnej długości, ale również szerokości i grubości. W standardzie obrabiarka jest również wyposażana w czytnik kodów kreskowych do wczytywania programów w wypadku produkcji jednostkowej. – Są to pierwsze maszyny Masterwood w historii firmy – zauważył Bogusław Lis. – Reszta pochodzi od innych dostawców. Patrząc na profil naszej produkcji, wykorzystujemy je raczej do realizacji zleceń jednostkowych lub krótkich serii do prostej, trzyosiowej obróbki. W przypadku produkcji powtarzalnej nadal korzystamy z innej wiertarki, ponieważ czasy obróbki są podobne. Jednak jeśli jest to produkcja nietypowa, wówczas Masterwood jest niezastąpiony.
Duża przepustowość to bardzo mocna strona
Z kolei okleiniarka Masterwood ME 409 standardowo wyposażona został a w zespół frezów wstępnych, zespół dwóch niezależnych kapówek, zespół trymujący góra-dół, agregat zaokrą-glający naroża, cyklinę obrzeża oraz cyklinę klejową. Wspomniany wyżej zespół zaokrąglający naroża to wszechstronna jednostka dająca możliwość wyboru różnych profili zaokrąglaniabezpośrednio na ekranie dotykowym. Jak więc widać, maszyna ta gwarantuje obróbkę wąskich płaszczyzn na najwyższym poziomie. – Okleiniarka posiada dużą prze-pustowość i może pracować 24 godziny na dobę, co jest jej bardzo mocną stroną – powiedział Bogusław Lis. – Dodatkowo jest prosta w obsłudze i praktycznie bezawaryjna. Wykorzystujemy ją do przyklejania obrzeża o grubości od 1do 3 mm, z którym jej agregaty radzą sobie bardzo dobrze. Jest łatwo- i szybkoprzestawialna, więc – podobnie jak wiertarko-frezarka – jest niezastąpiona przy produkcji jednostkowej i krótkoseryjnej. Mamy także drugą okleiniarkę inne- go producenta, ale ustawiona jest ona do przyklejania doklejek drewnianych o przekroju 60 x 30 mm. W standardowej konfiguracji znajduje się również zespół wstępnego topienia kleju, zbiornik z systemem szybkiej wymiany oraz lampa IR w celu nagrzania krawędzi płyty przed aplikacją kleju. Unikamy dzięki temu czasu niezbędnego na rozgrzanie się maszyny lub płyt. Maszyna posiada również system natrysku płynu ułatwiającego oczyszczanie. Prędkość posuwu jest płynnie regulowana w zakresie od 15 do 23 m/min. Maszyna przystosowana jest do okleinowania płyt o grubości od 10 do 60 i minimalnej długości 120 mm. – Kiedyś pracowaliśmy wyłącznie z drewnem – wspomniał Bogusław Lis. – Obecnie pod względem materiał owym nie ma ż adnych ograniczeń. Oprócz drewna jest płyta, okleina naturalna, melamina, Corian. Stosujemy nawet metal. Poza szkłem i kamieniem obrabiamy wszystko. Sami gniemy, sami robimy kopyta i formy. Tarcicę suszymy sami, a gatunki uzależnione są od panującej aktualnie mody. Może to być dąb, buk, rzadziej jesion, a czasami drewno egzotyczne. Rynek ciągle się zmienia, a my musimy za nim na dążać. Plany na przyszłość to inwestycja w pełną automatyzację procesu produkcyjnego, co pozwoli ograniczyć zatrudnienie i zwiększyć wydajność.
– Okleiniarka posiada dużą prze-pustowość i może pracować 24 godziny na dobę, co jest jej bardzo mocną stroną – powiedział Bogusław Lis. – Dodatkowo jest prosta w obsłudze i praktycznie bezawaryjna. Wykorzystujemy ją do przyklejania obrzeża o grubości od 1do 3 mm, z którym jej agregaty radzą sobie bardzo dobrze. Jest łatwo- i szybkoprzestawialna, więc – podobnie jak wiertarko-frezarka – jest niezastąpiona przy produkcji jednostkowej i krótkoseryjnej. Mamy także drugą okleiniarkę inne- go producenta, ale ustawiona jest ona do przyklejania doklejek drewnianych o przekroju 60 x 30 mm. W standardowej konfiguracji znajduje się również zespół wstępnego topienia kleju, zbiornik z systemem szybkiej wymiany oraz lampa IR w celu nagrzania krawędzi płyty przed aplikacją kleju. Unikamy dzięki temu czasu niezbędnego na rozgrzanie się maszyny lub płyt. Maszyna posiada również system natrysku płynu ułatwiającego oczyszczanie. Prędkość posuwu jest płynnie regulowana w zakresie od 15 do 23 m/min. Maszyna przystosowana jest do okleinowania płyt o grubości od 10 do 60 i minimalnej długości 120 mm. – Kiedyś pracowaliśmy wyłącznie z drewnem – wspomniał Bogusław Lis. – Obecnie pod względem materiał owym nie ma ż adnych ograniczeń. Oprócz drewna jest płyta, okleina naturalna, melamina, Corian. Stosujemy nawet metal. Poza szkłem i kamieniem obrabiamy wszystko. Sami gniemy, sami robimy kopyta i formy. Tarcicę suszymy sami, a gatunki uzależnione są od panującej aktualnie mody. Może to być dąb, buk, rzadziej jesion, a czasami drewno egzotyczne. Rynek ciągle się zmienia, a my musimy za nim na dążać. Plany na przyszłość to inwestycja w pełną automatyzację procesu produkcyjnego, co pozwoli ograniczyć zatrudnienie i zwiększyć wydajność.
Redakcja: Gazeta Przemysłu Drzewnego
Tekst: Tomasz Bogacki
Podobne artykuły
Idealne Rozwiazanie Dla Produkcji Jednostkowej Krotkoseryjnej I Przemyslowej
Czytaj artykuł →
Oplacalnosc Produkcji Wplywaja Nowe Maszyny
Czytaj artykuł →
Rewolucja Produkcji Okien
Czytaj artykuł →
Wyjatkowa Jakosc Produkcji Okien Drewnianych
Czytaj artykuł →
Woodpecker Performance Nowoczesne Centrum Obrobcze Cnc Od Saomad Do Produkcji Okien I Drzwi Drewnianych
Czytaj artykuł →