W katalogu dostępne są dwa rodzaje stołu roboczego – Tandem i Tandem + CT. Centrum może być wyposażone w dwa takie same stoły lub też dwa różne co pozwala na optymalne dostosowanie możliwości maszyny do potrzeb potencjalnego klienta.
Opracowane przez włoską firmę PADE pięcioosiowe, numerycznie sterowane, bramowe centrum VELOX CA jest bardzo wszechstronną maszyną, która może być używana zarówno do obróbki skomplikowanych pod względem kształtu detali jak również, poprzez zastosowanie automatycznych podajników, do produkcji seryjnej na przykład elementów krzeseł. Warto zauważyć, że wspomniane podajniki, w razie „przejścia” na ręczny tryb załadunku maszyny, przesuwane są w skrajne, boczne położenia dzięki czemu operator ma nieograniczony dostęp do stołów roboczych. Nie zajmują więc one miejsca i nie stanowią dla operatora bariery utrudniającej pracę. Maszynę można było obejrzeć podczas ostatnich targów Drema w Poznaniu na stoisku firmy ITA, która jest przedstawicielem PADE w Polsce.
Dwa warianty stołu roboczego
Główną zaletą centrum obróbczego VELOX CA jest połączenie solidnej konstrukcji bramowej o dużej sztywności, wspomnianego systemu podwieszanych i przesuwanych podajników automatycznych oraz możliwość pracy na stołach z mocowaniem podciśnieniowym. Brama stanowi element nieruchomy, przytwierdzony do posadzki hali produkcyjnej. Ze względu na wysoką precyzję obróbki oraz średnice stosowanych narzędzi musi ona spełniać bardzo rygorystyczne warunki wytrzymałościowe. Jest to gwarancją sztywności i stabilności konstrukcji co przekłada się na nieomal całkowite wyeliminowanie problemów związanych z drganiami powstającymi podczas pracy maszyny. Nikogo chyba nie trzeba przekonywać, że mają one niebagatelny wpływ na wspomnianą precyzję obróbki, która w tym konkretnym wypadku rzutuje na jakość końcową wyrobów. Dlatego brama wykonana została ze stalowych, grubościennych profili zamkniętych o dużych przekrojach. Specjalistyczny program komputerowy testuje dynamiczne obciążenia poszczególnych elementów konstrukcji już w fazie projektowania co pozwala na dobranie odpowiedniego systemu posuwu w zależności od prędkości obróbczej. Dwa pionowe trapezoidalne słupy o dużym przekroju połączone są dwiema poziomymi belkami. Jedna z nich, górna stanowi portal, na którym zamontowano, przemieszczający się wzdłuż osi X i Z, suport z jednostkę obróbczą. Druga to wsparcie dla podpór, poruszających się w świetle bramy
wzdłuż osi Y, dwóch stołów roboczych. Stanowią one dwie niezależne płaszczyzny robocze dzięki czemu obróbka może odbywać się w sposób symultaniczny. W przypadku obróbki elementów o dużych wymiarach mogą one utworzyć jedną wspólną strefę. Wymiary pola roboczego każdego z nich wynoszą 1100 mm dla osi X i 800 mm dla osi Y. Z kolei rozmiar pola roboczego względem osi X przy osi A=0˚ lub ±90˚ osiąga wartość 3000 mm. W przypadku osi Y i takich samych wartościach osi A wymiar ten jest różny i wynosi odpowiednio 1500 i 1300 mm. Natomiast zakres pracy dla pionowej osi Z oscyluje w granicach 605 mm.
W katalogu dostępne są dwa rodzaje stołu roboczego – Tandem i Tandem + CT. Centrum może być wyposażone w dwa takie same stoły lub też dwa różne co pozwala na optymalne dostosowanie możliwości maszyny do potrzeb potencjalnego klienta. Stół Tandem składa się z, przesuwającej się względem osi Y, platformy, na której zamontowano trzy belki. One również zorientowane są również wzdłuż osi Y, a na każdej z nich znajdują się po dwa pionowe wsporniki z przyssawkami. Tor jezdny każdej platformy tworzą dwie prowadnice liniowe zamontowane na wspomnianych wyżej podporach stołów. Dodatkowo belki posiadają możliwość przesuwu względem osi X co pozwala na optymalne dostosowanie rozstawu podciśnieniowych elementów mocujących do wielkości obrabianego elementu. Warto także wspomnieć, że pionowe wsporniki z przyssawkami można w każdej chwili zdemontować i na trzech poziomych belkach zamontować bezpośrednio szablon z przymocowanym do niego obrabianym elementem. Dzięki takiemu rozwiązaniu można zwiększyć zakres pracy dla osi Z. Przyssawki stosowane w stole Tandem posiadają specjalny wręg wykonany w ich płaszczyznach bocznych służący do mocowania pneumatycznych zacisków szczękowych CT. Powstaje w ten sposób drugi rodzaj stołu czyli Tandem + CT. Montaż zacisków CT odbywa się bardzo szybko dzięki czemu przejście od mocowania próżniowego do, stosowanych w przypadku załadunku automatycznego, zacisków szczękowych nie stwarza żadnego problemu. Regulacja wysokości pozwala na łatwe dopasowanie systemu do kształtu elementu. Na stole tego typu można mocować zarówno proste, jak i zakrzywione detale. Dzięki systemowi A-lock zaciski CT są automatycznie, numerycznie pozycjonowane zarówno w płaszczyźnie poziomej jak i pionowej.
Napęd wszystkich podstawowych osi realizowany jest z wykorzystaniem silników bezszczotkowych. Jego przekazanie dla osi Y1 i Y2 oraz osi pionowej Z odbywa się za pomocą śruby obrotowej i nieruchomej przekładni. W przypadku osi X zastosowano natomiast układ złożony z listwy zębatej i zębatki. Maksymalne prędkości przejazdu wynoszą 90 m/min. dla osi X i Y oraz 60 m/min. dla osi Z.
Oprogramowania zwiększające produktywność centrum
Standardowo VELOX CA wyposażony jest w jedną z dwóch, dostępnych w katalogu, jednostek obróbczych. Pierwsza z nich, oznaczona symbolem T2, składa się z dwóch niezależnie napędzanych wrzecion o mocy 7,5 kW zamontowanych na pojedynczym ramieniu. Mogą one pracować z płynnie regulowaną prędkością obrotową wynoszącą maksymalnie 18 000 obr./min. a parametr ten kontrolowany jest przez inwerter. Maksymalną moc uzyskują one przy 12 000 obr./min. W opcji możliwe jest zainstalowanie jednostkę mogąca pracować z większą prędkością wynoszącą 24 000 obr./min. Obydwa wrzeciona posiadają uchwyty typu ER 32, w których można zamontować narzędzia o średnicy części osadczej od 2 do 20 mm. W praktyce możliwe jest stosowanie narzędzi składanych o trzech różnych średnicach i trzech różnych wysokościach roboczych. Druga propozycja to czterowrzecionowa jednostka T2+2 składająca się z dwóch elektrowrzecion, z których każde posiada dwa uchwyty typu ER 32. Ich moc również wynosi 7,5 kW a parametry pracy kontrolowane są przez dwa inwertery. Ich wartości są dokładnie takie same jak w przypadku T2.
Centrum może być wyposażone w autorskie oprogramowania zwiększające jego produktywność. Pierwsza propozycją firmy PADE jest aplikacja padeEasy będąca ekskluzywnym oprogramowaniem ułatwiającym obsługę centrum. Pozwala ona na optymalizację trajektorii szybkich ruchów narzędzia co znacznie przyspiesza działanie programu głównego. Kolejna przydatną cechą jest możliwość rototranslacji obróbki w płaszczyznach roboczych bezpośrednio na maszynie bez potrzeby modyfikowania programu przez stację CAD / CAM.
Z kolei wstępne uruchomienie narzędzia podczas pracy innego pozwala skrócić do minimum czas wymiany narzędzia podczas pracy. Umożliwia ona także dokonanie kompensacji promieniowej narzędzia w przestrzeni 3D. Bardzo przydatnymi cechami są także: natychmiastowe wykonanie pojedynczych operacji w programie głównym, edycja sekwencji operacji bezpośrednio na maszynie oraz integracja podstawowych operacji jak wiercenie otworów, wręgowanie czy czopowanie w programie głównym bez potrzeby korzystania ze stacji CAD / CAM. Funkcje, które można bezpośrednio wstawić do programu, można modyfikować na maszynie.
Natomiast drugi – Genius to łatwy i intuicyjny program do efektywnego zarządzania centrami roboczymi PADE. Pozwala on na weryfikację stopnia wykonania obrabianych elementów, pokazuje w czasie rzeczywistym każdą ewentualną kolizję, z możliwością szybkiego zbadania alternatywnego trasowania. Oblicza także rzeczywisty czas cyklu przed przystąpieniem do uzbrajania maszyny. Niezbędne urządzenia jak na przykład pneumatyczne zaciski czy różnego typu uchwyty można sparametryzować logistycznie w celu prawidłowego ustawienia na stole maszyny.
Wydawnictwo: GPD
Tekst: Tomasz Bogacki
Podobne artykuły

Perfekcyjne I Automatyczne Polerowanie Wysokich Polyskow
Czytaj artykuł →
Centrum Okien Pasywnych Grubych Skrzydel
Czytaj artykuł →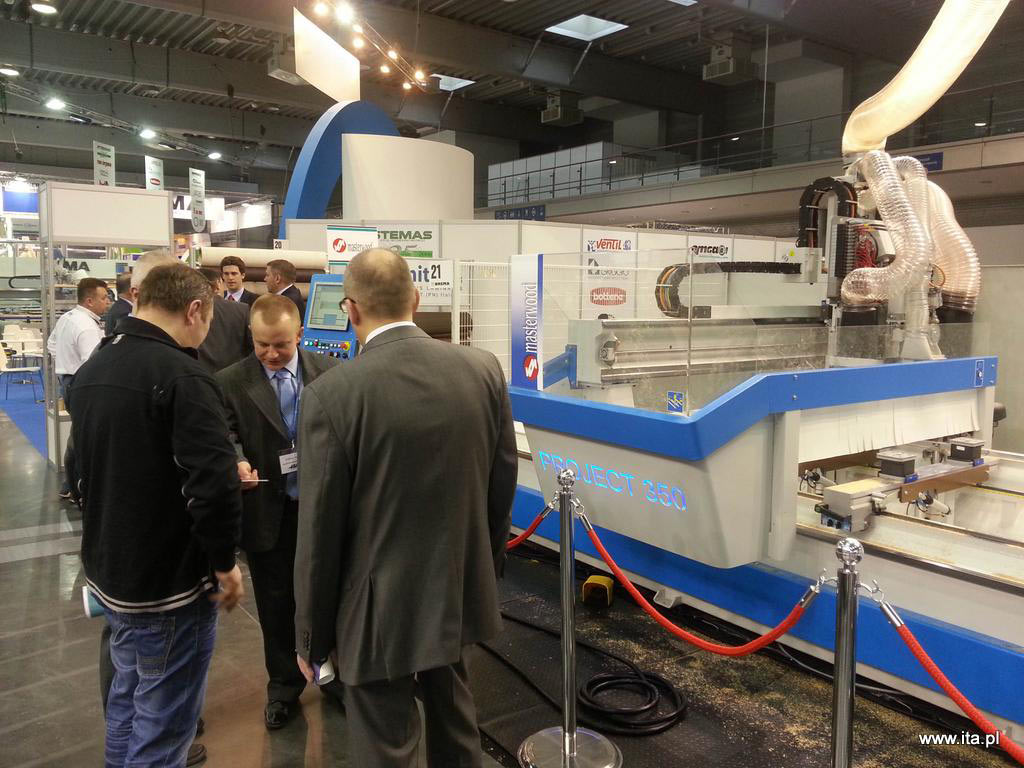
Centrum Obrobcze Masterwood Project 350l
Czytaj artykuł →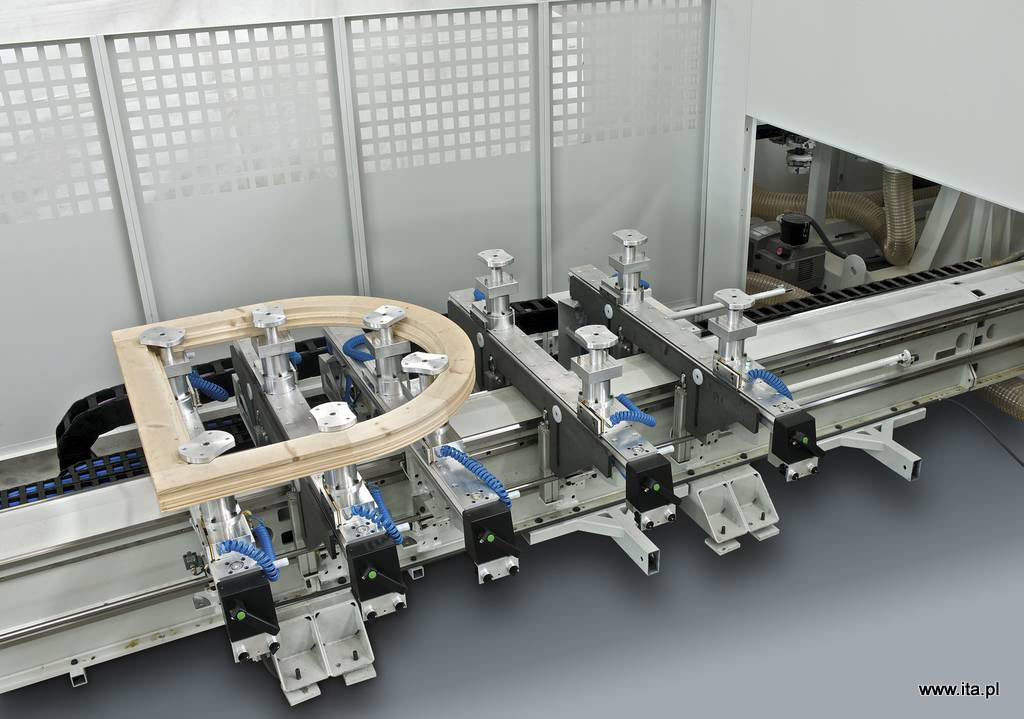
Niezwykle Centrum Produkcji Okien
Czytaj artykuł →
Juz Nie Da Sie Funkcjonowac Bez Centrum
Czytaj artykuł →