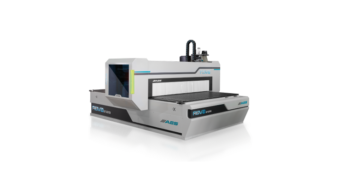
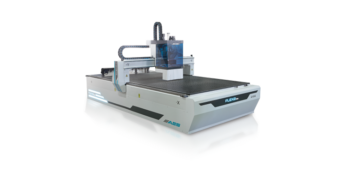
RAPTOR ULTRA centrum obróbcze przeznaczone do frezowania płyt meblowych, drewnopochodnych, plastiku lub aluminium. Standardowa konfiguracja może być użyta do produkcji w technologii nesting oraz frezowania kształtowego. CNC posiada szybkie ruchy przestawcze (do 88 m/min) oraz mocną konstrukcję korpusu.
Przesuwy w osiach X i Y są realizowane za pomocą listw zębatych, ruch w osi Z za pomocą śruby, kontrolowana przez serwonapędy. Maszyna jest wyposażona w układ centralnego smarowania w celu wydłużenia żywotności części mechanicznych oraz celem zmniejszenia kosztów eksploatacji. Każde CNC wyposażona jest również w układ pomiaru długości roboczej narzędzia z funkcją rejestrowania zmierzonej wartości w systemie, dzięki czemu eliminowana jest możliwa pomyłka operatora. Sterowanie maszyny w oparciu o komputer z zainstalowanym Windowsem, posiada funkcje teleserwisu do zdalnego wsparcia posprzedażowego. Interfejs użytkownika został zaprojektowany przez AES aby był równocześnie łatwy w użyciu jak i czytelny, możliwa jest również symulacja cięcia.
RAPTOR ULTRA jest wyposażana we włoskie elektrowrzeciona HSD HSK63F o mocy od 9kW do 14kW chłodzone powietrzem lub opcjonalnie cieczą. Osłona przeciwpyłowa wrzeciona jest sterowana w 6 poziomach opuszczenia i ustawiana w zależności od użytego narzędzia. Maszyna wyposażona jest w 12 lub 16 pozycyjny magazynek narzędziowy z możliwością obłożenia średnicami 120 mm i wagą narzędzia do 7 kg. Możliwe są również dodatkowe magazynki narzędziowe 10 + 1 pozycja. Maszyna może pracować z agregatami 4 osi do wykonywania np. poziomych frezowań.

Dostępne są wersje maszyny w rozmiarach roboczych YX: 1300 x 2500, 1300 x 3600, 1600 x 3200, 1600 x 4000, 2100 x 2800, 2100 x 3200, 2100×3600, 2100 x 4200, 2100 x 5700. Wysokość osi Z 300 mm.
Maszyna jest dostępna jako CNC nesting pojedyńcza lub może być zestawiona do linii z załadunkiem i rozładunkiem automatycznym. Maszyna w jednym cyklu przejazdu jest w stanie rozładować pocięte elementy, oczyścić stół roboczy oraz załadować kolejną płytę do cięcia. Dzięki temu czas martwy jest zminimalizowany i uzyskujemy maksymalną wydajność produkcyjną. Usprawniając proces produkcji dostępne są systemy etykietowania ręcznego przez operatora lub etykietowania automatycznego, gdzie w czasie rozkroju płyty CNC drukuje i nakleja nalepki na kolejną płytę. Możliwe jest również zastosowanie systemu obracającego płytę, tak aby etykiety po naklejeniu były od dolnej strony. W wypadku producentów frontów meblowych daje to możliwość wyfrezowanie elementu, który jest oznaczony a nalepka nie ogranicza pola frezowania.

Dla producentów mebli tapicerowanych przeznaczony jest X-Loader umożliwiający załadunek 1, 2, 3 płyt jednocześnie na stół maszyny. Przy zastosowaniu CNC do nestingu tapicerki, możliwe jest również użycie górnych rolek dociskowych trzymających górną płytę w czasie obróbki. Rolki dociskowe mogą być również użyteczne przy frezowaniu sklejki, która często nie jest płaska, ze względu na naprężenia wewnętrzne.
Dla aplikacji związanych z produkcją mebli dostępna są różne głowice wiertarskie od 10 do 24 wierteł pionowych. Możliwe są również głowice z piłką w osi X oraz Y jak również głowicami poziomymi. Wiertła pionowe posiadają podwyższone prędkości obrotowe 6000 obr/min, piłki 7500 obr/min co pozwala na efektywniejszą pracę.
Dostępna jest również specjalna głowica wiertarska dla producentów paneli akustycznych z 36 wiertłami pionowymi (3 rzędy po 12 wierteł w każdym rzędzie) z chłodzeniem cieczą.

Stół roboczy może być podzielony nawet na 20 stref próżniowych w zależności od wielkości maszyny i zapotrzebowania klienta. Maszyna współpracuje z pompami o wydajności 250 m3/h. Przy obróbce typowych płyt meblowych 2800×2100 mm z dwoma pompami. Dla klientów pracujących z materiałem przepuszczającym powietrze, maszyna może być wyposażona w 4 pompy próżniowe. Możliwe jest również zastosowanie systemu VaccumBoost dzięki któremu pompy pracują tylko na wybranym fragmencie stołu, gdzie następuje frezowanie.
Wyposażeniem opcjonalnym jest układ rozładunkowy spychacz, dzięki któremu po zakończeniu frezowania maszyna rozładuje elementy oraz wykona oczyszczenie stołu roboczego z pozostałości pyłów.
RAPTOR ULTRA w wersji CE jest oferowana z zabezpieczeniami w formie fotokomórek i mat naciskowych, co pozwala na zachowanie szybkich przejazdów maszyny przy pełnej prędkości pracy 88 m/min, bez limitowania do 25 m/min. CNC dostępne jest również z systemem zderzaków Bumpers przy redukcji prędkości przejazdów w osi X do 25 m/min, możliwe jest także połączenie bumper i fotokomórek w celu zachowania pełnej prędkości pracy.
Dla aplikacji plastik/aluminium możliwe jest zastosowanie dyszy natryskowej chłodziwa w celu lepszego chłodzenia narzędzia i przedłużenia jego żywotności oraz poprawienia jakości frezowanej powierzchni. CNC jest wykonane ze stołem aluminiowym.
W maszynie może być zastosowany bogaty pakiet oprogramowania projektowego: AlphaCam, DDX EasyWood, Cabinet Vision czy VCarve w zależności od planowanych zadań.
https://www.youtube.com/watch?v=GBP5UZSCwak
AES od 1989 roku działa w branży przemysłowej automatyki i definiuje standardy jakości, od 2001 roku produkuje maszyny do obróbki drewna, plastiku i aluminium. Dziś AES jest globalną firmą, która oferuje swoim klientom usługi najwyższej jakości. Jako AES Group, jesteśmy liderem na rynku w produkcji centrów obróbczych CNC w Turcji z naszymi 4 zakładami produkcyjnymi w Bursie. Projektujemy, budujemy i sami programujemy nasze maszyny, dzięki czemu jesteśmy w stanie w pełni kontrolować proces producji, udoskonalając i adaptując się do wymagań klientów. Działamy na całym świecie i posiadamy własne salony wystawe w Belgii i USA. Od ponad 25 lat nasza firma stale się rozwija, ewoluuje i rośnie, dzięki wysokim zdolnościom produkcyjnym, profesjonalnej kadrze, globalnej sieci sprzedaży i wsparcia naszych klientów.
Jako potwierdzenie zaangażowania, Prezes Zarządu Grupy AES, pan İsmet Toktaş, został wybrany w 2022 roku na członka zarządu podczas dorocznych wyborów zgromadzenia ogólnego EUMABOIS (Europejska Federacja Producentów Maszyn do Obróbki Drewna), p. Luigi De Vito (Grupa SCM) został nowym prezesem, p. Frederik Meyer (Grupa Homag) został nowym wiceprezesem. Odnowiona została również Rada Dyrektorów Eumabois. Nowy zarząd z Wolfgangiem Rohnerem (IMA Schelling), Danielem Bucherem (Striebig) i Ismetem Toktasem (AES Group) może liczyć na skład na najwyższym szczeblu w branży maszyn sektora drzewnego.