
TRV 1200E CURSAL – optymalizerka taśmowa
Maszyna działa w oparciu o unikalny algorytm optymalizacji stworzony przez Cursala ’czasu rzeczywistego’ dla maszyn przelotowych. Deska nie musi być zeskanowana wcześniej, co powoduje znaczne oszczędności miejsca w zakładzie – przy klasycznym rozwiązaniu jeżeli deska ma mieć np. 5 metrów długości to kamera wykrywająca wadę jest umieszczana przynajmniej 5 metrów przed maszyną. W rozwiązaniu Cursala kamera jest wbudowana w maszynę i nie potrzeba tracić tych 5 metrów. Deska jest skanowana, po każdym wykrytym znaku kredy algorytm przelicza rozkrój jaki piła jest w stanie wykonać. W skrajnych przypadkach produkcyjnych, maszyna jest w stanie nawet wycofać nie odciętą część deski aby wykonać inny rozkrój. Pozwala to na pełną optymalizację desek przy jednoczesnym zminimalizowaniu miejsca niezbędnego pod maszynę.


WYDAJNA OPTYMALIZERKA IDEALNA DO MAŁYCH I ŚREDNICH PRZEKROJÓW
Możliwe tryby pracy:
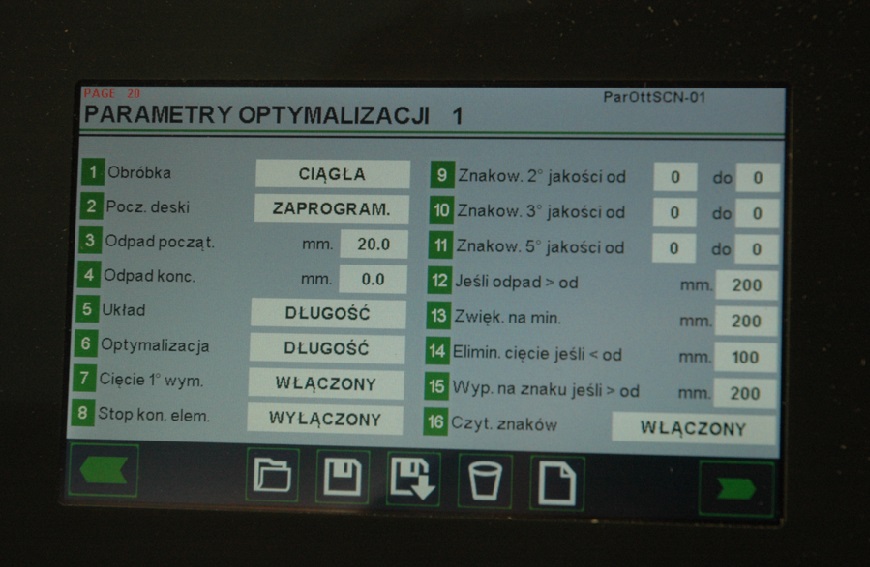
- Optymalizacja długości, opłacalności, minimalizacji odpadu pomiędzy zaznaczonymi defektami na desce – znakami kredy
- Sekwencje stałych wymiarów – bez konieczności znaczenia deski
- Cięcie w miejscach zaznaczonych kredą
Element cięty jest przesuwany za pomocą taśmy transportowej zamiast rolek trakcyjnych, dociskany przez górne rolki kauczukowe. Rozwiązanie to cechuje się następującymi zaletami:
- duża powierzchnia styku elementu z układem napędowym, dzięki czemu minimalizowane są niekontrolowane poślizgi materiału
- duża liczba rolek dociskowych górnych równomiernie dociskająca-prostująca element do taśmy transportowej
- pomiar przesunięcia elementu za pomocą przesuwu taśmy a nie za pomocą 'przetaczania się’ rolki po powierzchni elementu – niewrażliwy na błąd nierówności powierzchni
- brak błędów pomiaru długości przy zużyciu lub oklejeniu się rolek pomiarowych – niewrażliwość na zmianę średnicy rolki
- brak uszkodzeń powierzchni elementu przez rolki stalowe ryflowane – proszę pamiętać aby rolka dokładnie mierzyła długość musi być mocno dociśnięta do materiału, przy drewnie miękkim będzie następowało odbijanie ryfla w materiale
- niewielka bezwładność mechaniczna układu napędowego pozwalająca na dużą dynamikę przyspieszenia-hamowania materiału
- nieskomplikowana mechanicznie budowa względem układu napędowego z rolkami napędzanymi, gdzie łańcuch napędowy rolek jest wielokrotnie dłuższy i ulega z czasem znacznie większemu wyciągnięciu
- brak konieczności stosowania dolnych rolek kontrujących-ułatwiających przesuwania materiału – te rolki są rolkami o małej średnicy i małej średnicy łożysk, podlegające relatywnie szybkiemu zużyciu
Rozwiązanie Cursala wymaga jedynie okresowej wymiany pasa transportowego, jako typowa czynność obsługowa. Praktyka wskazuje, że pas może zostać odwrócony na maszynie gdyż większy zużycie występuje po stronie tylnej bazy lub co nie jest zalecane zwężony.
Maksymalna prędkość taśmy posuwu (jest najszybsza w swojej kategorii) to 195 m/min. W czasie pracy prędkość w zależności od długości elementów prędkość jest przełączana na niższe aby zachować jak największą precyzję ciętych elementów. Piła tnąca deskę jest wysuwana za pomocą siłownika, unoszony jest sam zespół piły (silnik nieruchomy), opcjonalnie może być zastosowany opracowany przez Cursala system podwójnego siłownika, jest to kolejne unikalne rozwiązanie opracowane przez producenta. Pozwala to na większą dynamikę podniesienia/opuszczenia piły, zwiększa o około 10-15% wydajność cięcia. Ruch podniesienia/opuszczenia jest kontrolowany i wysunięcie piły może być kontrolowane z panelu operatora – nie ma konieczności pełnego podniesienia piły przy cięciu elementów o małej grubości.
Sterownik maszyny pozwala na zapisanie w jednym programie roboczym aż 128 podprogramów. Dla danego programu roboczego możemy zaprogramować 16 klas szerokości deski, a dla każdej szerokości deski możemy zapisać aż 8 klas jakości drewna. Przełączenie się pomiędzy klasą szerokości drewna wymaga od operatora przełączenia mechanicznego przełącznika na panelu maszyny, natomiast klasy jakości są 'przełączane’ za pomocą kombinacji znaków kredy na desce. Na jednej desce mogą występować różne klasy, do przełączenia się na jedną z 8 klas operator musi postawić jedynie 3 znaki. Każdy element może być przypisany do określonego wyrzutnika na taśmie sortującej.
W wypadku gdy cięte jest drewno z sękami o niewielkiej średnicy (porównywalnymi z grubością piły) możliwe jest ustawienie trybu optymalizacji, gdzie wada jest wycinana jednym cięciem – tryby: dobre-wada-dobre-wada lub dobre-dobre-dobre. Pozwala to na zwiększenie wydajności pracy drewnie z sękami o małych średnicach.
Sterownik maszyny może być podłączony do wewnątrz firmowej sieci komputerowej (port ethernet) w celu wymiany informacji lub funkcji teleserwisu. Sterownik M8 Cursala umożliwia również zdalne przyjmowanie rozkrojów elementów i dodawanie ich do kolejki rozkroju – komunikacja z zewnętrznym skanerem wad.
Maszyna wyposażona w sterownik M8 obsługuje również wymianę danych za pomocą pendriva (port USB) umożliwia wgranie przygotowanych w biurze rozkrojów i zapisanie raportów produkcyjnych z wykonanych rozkrojów.
Maszyna składa się z trzech niezależnych modułów, które mogą być również zmienione w przyszłości:
- stołu załadunkowego
- piły poprzecznej
- stołu sortującego
W zależności od wymagań klienta możliwe jest dobranie określonej długości stołu załadunkowego (możliwa wersja rolkowa lub taśmowa) z jednym lub dwustronnym stanowiskiem znaczenia defektów. Stół załadunkowy w wypadku modelu CURSAL TRV1200 może być w wersji napędzanej lub nienapędzanej (przy pracy z deskami o długościach do 2 metrów).
Stół sortujący pocięte elementy może być wyposażony w dwa typy wypychaczy mechanicznych: szybkiego typu (najczęściej stosowane), wolniejsze do elementów o dużej wadze (długości). Do elementów krótkich o długości mniejszej niż 300 mm można zastosować dysze zdmuchujące za pomocą powietrza. Możliwe jest również użycie 'wirtualnego’ wypychacza, gdzie za pomocą zsynchronizowanego ruchu dwóch sąsiednich wypychaczy są sortowane elementy długie (o długości ponad 3 metry). Taśma transportowa rozładunkowa pracuje z prędkością 100 m/min. Wypychacze są zabezpieczone mechanicznie przed możliwością zablokowania tłoczyska siłownika przez kawałek odpadu. Wyposażone są również dodatkowo w czujnik kontrolujący powrót siłownika na pozycję spoczynkową.
Sterownik maszyny umożliwia dokładne sortowanie elementów w określonej klasie i długości tzn:
element o długości 400 mm i 1 klasa jakości – jest sortowany na pierwszym wyrzutniku
element o długości 400 mm i 2 klasa jakości – jest sortowany na drugim wyrzutniku
element o długości 401 mm i 1 klasa jakości – jest sortowany na trzecim wyrzutniku
element o długości 500 mm i 1 klasa jakości – jest sortowany na pierwszym wyrzutniku
element o długości 501 mm i 4 klasa jakości – jest sortowany na czwartym wyrzutniku
itp.
Pozwala to ułatwić odbiór operatorowi, który nie musi kontrolować elementów ponownie. Na danych stanowisku ma sortowane elementy o określonej długości i klasie, dzięki czemu nie musi sprawdzać i jedynie wybiera określoną długość. Maszyna wie jaką długość elementu została wycięta i gdzie należy ją dokładnie wysortować. Sortowanie nie jest zrobione na zasadzie czujnika mierzącego szacunkową długość elementu i sortowania w zależności od przedziału długości. Transporter jest zabudowany osłoną siatkową, istnieje możliwość dostarczenia przednich podpór do wykonania stołu odbiorczego.
Optymalizerka TRV1200E – przykład szybkości cięcia oraz cięcia elementów o niejednorodnym przekroju.
Optymalizerka TRV1200E – zmiana programu cięcia, szybkość cięcia
Optymalizerka TRV – optymalizacja cięcia dęba
Optymalizerka do drewna mod. TRV1200E – wersja z płaskim stołem odbiorczym – bez sortowania
Optymalizerka taśmowa TRV1200 E – Cięcie warstwy górnej deski podłogowej, deski podłogowej
Specjalnie przygotowane przykłady cięcia elementów, kiedy maszyna wykonuje cofnięcie aby zrobić bardziej optymalny (wyciąć element dłuższy lub elementy łącznie dłuższe ale dające mniejszy odpad pomiędzy zaznaczonymi wadami). Algorytm 'czasu rzeczywistego’ w działaniu.
Sterownik M8 – generalna prezentacja dla modelu TRSI, uruchomienie, przykładowy program.


